Станок для производства гвоздей
СодержаниеОсновная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.
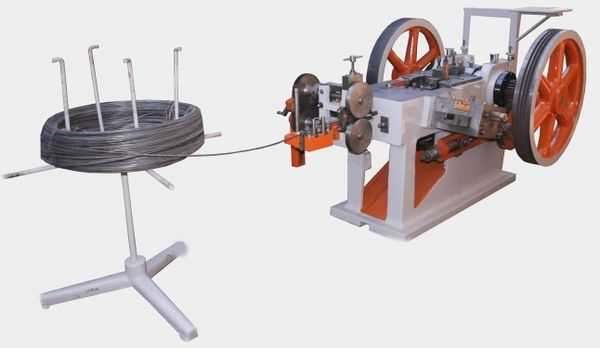
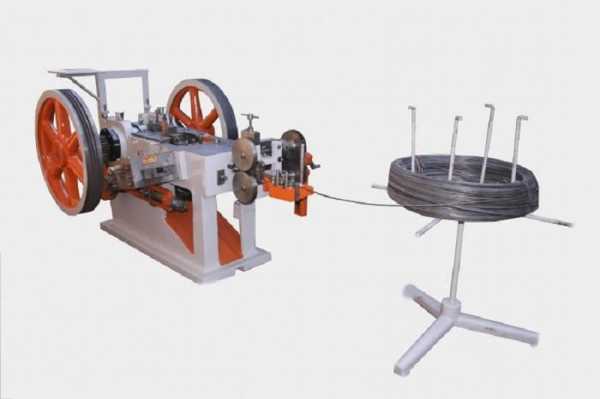
Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
Читайте также: «Станок для производства вагонки своими руками».
Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.

Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Читайте также: как сделать заточный станок для ножей своими руками?
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.

Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
Читайте также: «О принципах работы фальцепрокатного станка».
к меню ↑
Работа станка по производству гвоздей (видео)
к меню ↑
Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.
Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Читайте также: «Оборудование для производства арболитовых блоков».
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
Читайте также: «Разновидности оборудования для плетения сетки рабица».
к меню ↑
Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.

Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана для галтовки, барабана, предназначенного ля отсева опилок и вибросита. Очистка произведенных изделий проводится с помощью древесных опилок. Выбирая галтовочное устройство необходимо обращать внимание на диапазоны диаметров обрабатываемых изделий, допустимую длину заготовки, производительность, расход опилок, массу и габариты.
В роли вспомогательного оборудования также может выступать станок, обеспечивающий заточку отрезного ножа. Если планируется производить не только гладкий вид гвоздей, но и всевозможные крепежи, для которых необходима кольцевая и винтовая накатка, необходимо приобрести накатный агрегат.
к меню ↑
Как избежать брака при производстве?
Если изделия получаются кривыми, то есть необходимость в выравнивании рихтовальных роликов. Это нужно выполнять таким образом, чтобы подающаяся к ножу проволока находилась в горизонтальном положении. Также рекомендуется проводить периодическую смазку внутренних роликов подачи, чтобы не допускать их засорения стружкой.
При получении большого количества согнутых изделий углы скоса обрубных ножей меняются на 10 градусов в большую или меньшую сторону.
Еще один способ решения проблемы – это полная замена ножа, после этого отбойник регулируется таким образом, чтобы его падение не опережало обрезку гвоздя.
Если изделие перегибается под шляпкой, то причиной этому может послужить смещение зажимных планшетов от центра подачи проволоки в сторону. В таких случаях необходимо подвергнуть более точной регулировке плашки, обеспечивающие зажим, или заменить их на новые. Причиной некорректной работы станка может послужить засоренность плашечной коробки.
Автоматический станок для производства гвоздей в небольшом цеху
Для предупреждения засоров необходимо в тех местах, где зажимные плашки соприкасаются выложить небольшой мягкий кусочек тряпки. Если гвозди получаются разной длины, то необходимо так откорректировать подающий резак, чтобы угол заточки составлял 80 градусов. Также можно провести более сильное натяжение пружины, отводящей нож или полностью ее заменить.
Некорректное производство может быть обусловлено некорректной работой рихтовальных роликов.
В этом случае, нужно провести их регулировку таким образом, чтобы их вращение производилось легко, а перегиб подающейся проволоки не был слишком сильным.
Если шляпка изготовленного гвоздя сбита вниз, то нужно проследить за тем, чтобы плоскость станины и плашечной коробки находились в одинаково вертикальном положении. Также необходимо проверить прокладки, находящиеся под верхней планкой, при необходимости их нужно добавить. Если люфт после этого не устранится, то планки следует заменить на новые.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru
Станок для производства гвоздей: разновидности, характеристики
Изготовление гвоздей – трудоёмкая процедура, которая невозможна без наличия специальных устройств. Однако контроль и обслуживание аппаратуры требует минимум человеческого участия. Сам станок и компоненты для производства гвоздей не отнимут больших денежных средств, а приступить к выпуску изделий можно в маленькой пристройке к собственному дому. Но прежде нужно изучить все качества, и понять тонкости работы с подобной техникой.
 Станок для производства гвоздей
Станок для производства гвоздейРазновидности
Перед покупкой агрегата следует учитывать площадь помещения, нагрузку, которая сможет выдержать электросеть, его стоимость и опции. Станки для изготовления гвоздей различаются по следующим параметрам:
- размеры;
- производительность;
- максимальная выдача в день;
- потребление энергии;
- модель;
- сложность техобслуживания.
Для небольшого цеха хватит самых простых промышленных установок с мотором от 5 кВт. Аппараты такого типа могут выпускать 1 тонну продукции за смену, но через 1,5 часа придётся затачивать обрубочные ножи. Всё функционирование проходит в автоматическом режиме, а на выходе получаются 120 мм стержни. Единственное, что требуется делать – периодически менять сырьё и смазывать детали.

Промышленные станки
Для крупного предприятия понадобятся серьёзные агрегаты, с суммарной мощностью двигателя от 20 кВт. На предприятии легко наладить выпуск продукции любых размеров, длинна которых составит 60–300 мм. Следует отметить, что большой завод обязан держать в эксплуатации как простой станок для изготовления гвоздей своими руками, так и профессиональные машины.
Рекомендуется купить оснащение для ремонта, сделать на рабочем месте хорошее освещение, обзавестись запасными комплектующими. Это позволит качественно и бесперебойно вести технический процесс. Стоит внимательно отнестись к изучению параметров, ведь не каждый автомат для производства гвоздей обладает высокими свойствами, а его габариты могут оказаться слишком крупными для промышленного здания.
Характеристики и обслуживание
АГ4116 можно назвать одним из популярнейших конвейеров. В работе используется стальная проволока, диаметр которой составляет 0,8–8,0 мм. Она продаётся в бобинах от 5 до 1000 кг. Такая версия весит около тонны, обладает габаритами 195х116х106 см, оснащён асинхронным трёхфазным двигателем с короткозамкнутым ротором (4А112М4У3). Производительность устройства достигает до 500 ед. продукции в минуту. Также на этой установке можно использовать и оцинкованные нити из металла. Она заметно отличается прочностью и упругостью.

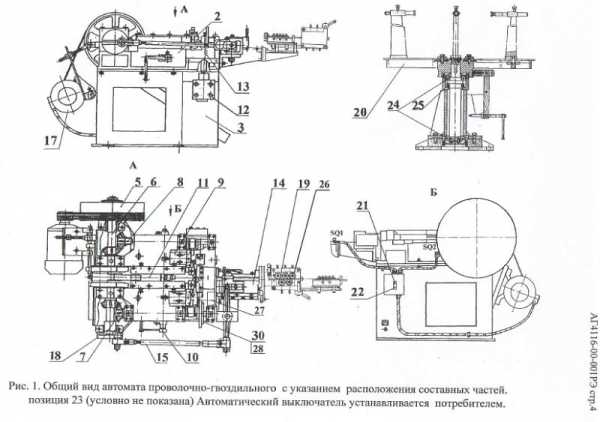
- Станок для производства гвоздей АГ4116

- Схема устройства автомата АГ4116
Азовские машины тоже имеют прекрасные показатели:
- длинна, ширина и высота сооружения – 150х190х110 см;
- вес – 2900 кг;
- электромотор – 5,5 кВт;
- объёмы в минуту – 525 шт.
Некоторые прототипы таковой техники сильно вибрируют во включённом состоянии. Поэтому важно правильно установить её на полу.
Монтаж должен проводиться на бетонном основании, а ножки фиксироваться анкерными крепежами.
Более лёгкий подход – использование шайб, которые гасят вибрацию. Если этого не сделать, постоянное вибрирование приведёт к ослаблению болтов, и гвоздильный станок со временем придёт в негодность.
В порядок сервисного ухода входит и смазка действующих элементов: на панели имеется карта смазки, на которой указаны все места для заливки специализированного масла. Делать это нужно обязательно, чтобы не заклинило движущиеся звенья аппарата.
Процесс выделки
В выключенную станцию заряжается проволока для гвоздей, однако, перед зарядкой необходимо в ручную открыть матрицы. Делается это простым поворотом махового колеса. Затем требуется правильно разместить её на наковальне, и резким движением прокрутить маховик. Это действие приведёт к резке компонента. Таким же способом (вращением шкива) подводится приспособление для штамповки шляпок.

Процесс изготовления гвоздя
Выделка происходит по такому же принципу, только оборудование, предназначенное для производства гвоздей, функционирует автоматически: зажимом выравнивается материал, ударом молота делается шляпка, разрезается и затачивается штырь.
Важный момент – выбор сырья. Часто используют металл круглого сечения, без покрытия. На его поверхности не должно быть трещин и окислов.
Однако небольшие вмятины вполне допустимы, и такая проволока подойдёт для производства гвоздей. Главное, чтобы применялся материала с содержанием углерода не более 0,25%.
Иногда в промышленности используют квадратные или спиральные стальные нити, но готовый товар слабо востребован, и с её реализацией возможны проблемы.
Советы по подбору
Не следует думать, что такие станции подойдут исключительно для заводов. В домашних условиях также есть возможность заняться деятельностью в этой сфере. Да, законодательство запрещает заниматься подобным бизнесом в жилой квартире, но маленький гараж или другое небольшое строение шикарно подойдут для этого. В крайнем случае можно взять промышленную площадь в аренду.
Существует два варианта выбора:
- Покупка у поставщика. Данный подход является самым безопасным, ведь покупателю дают гарантию, новая установка будет иметь больший ресурс, компания поможет с доставкой товара. Также человеку могут предоставить бесплатное сервисное обслуживание. Однако этот вариант будет более затратным.
- Приобретение б/у. Чтобы грамотно выбрать станок для производства гвоздей, необходимо найти специалиста, который проведёт диагностику. Проблемы с доставкой ложатся на покупателя, и уверенности в дальнейшей бесперебойной работе нет. Но и цена на использованные механизмы на 35-45% ниже.
Желательно покупать прибор, который будет создавать востребованный материал, и с такой задачей справиться даже мини станок для производства стандартных гвоздей.

В цеху по производству гвоздей
Много споров возникает среди любителей отечественных и зарубежных производителей: одни говорят, что лучше покупать всё «наше», другие высказывают обратные домыслы. Но, в большинстве случаев, разница только в цене. Основная масса оснащений из этой сферы отлично справляются со своими обязанностями. Даже старые экземпляры работают по сей день.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Схема и устройство станка для изготовления гвоздей из проволоки
Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях
Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.
После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
Станки для производства гвоздей
Станок для производства гвоздей
Основная особенность мини-станка для изготовления гвоздей и саморезов заключается в том, что он практически полностью функционирует в автоматическом режиме.
Станок по производству гвоздей
Единственная операция, которую при работе нужно сделать своими руками – сменить бобину с проволокой.
Читайте также: «Станок для производства вагонки своими руками».
Особенности работы гвоздильного станка
Ручной мини-станок для производства гвоздей и саморезов удобен тем, что проволока в бобине крепится с помощью специального держателя. В процессе изготовления саморезов или гвоздей проволока последовательно разматывается. Это делает процесс изготовления изделий практически непрерывным.
Сейчас на рынке представлено большое количество таких агрегатов, гораздо проще приобрести его, чем сконструировать своими руками.
Гвоздильный мини-станок ударного действия для производства саморезов образует головку изделия при мгновенном ударе по проволоке пуансона.
Такое устройство оснащается пружинами, изготовленными из дерева или металла. Пружины позволяют достигнуть большой степени прогиба, необходимой для правильной работы ударного инструмента. Гвоздильный мини-станок не отличается высокой производительностью.

Для изготовления гвоздей используется низкоуглеродистая стальная проволока
При его работе 10-15% вала задействуется в работе, а остальные 85% тратятся на обратный ход молотка. В мини-станках для изготовления саморезов, которые работают за счет кривошипно-шатунного механизма, используется мгновенный ковочный удар.
Как и изделие, собранное своими руками, так и заводской аналог при работе издает сильный шум.
Пресс-автоматы для производства саморезов и гвоздей, работающие по принципу ударного действия довольно часто выходят из строя. Эксплуатационный срок ударной головки и режущей кромки и них также невысок.
Все эти недостатки устранены в станках для производства саморезов и гвоздей ротационного типа. В этих агрегатах прессование головки изделия происходит не посредством удара, а за счет давления. Если в агрегате изменить возвратно-поступательные движения элемента на радиальные, то все недостатки автоматов ударного действия будут устранены.
Читайте также: как сделать заточный станок для ножей своими руками?
Такой агрегат выполняет работу в следующей последовательности:
- Заготовка для гвоздя фиксируется матрицей зажимного барабана.
- При вращении барабан производит высадку заготовки качающимся пуансоном.
- Матрица зажимного барабана продвигает заготовку вперед.
- Подается новый отрезок проволоки.
Станок для производства гвоздей имеет собственные технические характеристики.

Зажимной механизм станка
Для непрерывного и эффективного производства следует обратить внимание на такие показатели:
- диаметр отдельно взятого стержня должен быть равен 6 мм;
- длина гвоздя должна составлять от 12 до 320 мм;
- за 60 сек агрегат должен изготовить от 100 до 600 изделий;
- показатель максимальной мощности станка должен быть не менее 20 кВт.
Читайте также: «О принципах работы фальцепрокатного станка».
к меню ↑
Работа станка по производству гвоздей (видео)
к меню ↑
Рекомендации по выбору заводского оборудования
Сейчас все станки для производства гвоздей и саморезов делятся на два класса: с фиксированным размерами производимой продукции и универсальные станки. Первый класс может производить изделия с диаметром от 1 до 2,8 мм, при длине от 9 до 50 мм.
Оборудование универсального типа стоит несколько дороже, но позволяет изготавливать изделия, отличающиеся широким диапазоном размеров.
При выборе заводского оборудования предпочтительней всего приобретать устройства таких марок как:
- АГМ2 – размер гвоздя 40-100 мм;
- гвоздильный станок АГ4316 – размер гвоздя 25-120 мм;
- автоматический станок LDN3 – скорость изготовления 320 шт/мин.
Неплохо зарекомендовал себя станок АВ4118, с помощью которого можно изготовить толевые, круглые, тарные гвозди. Производительность агрегата составляет 330 изделий в минуту. Также внимание следует обратить на модели АВ4116 и К09.117 параметры их производительности практически совпадают, но присутствует разница в стоимости.
Агрегаты могут производить до 550 готовых изделий в течение минуты. Марки самых недорогих гвоздильных станков могут работать только с проволокой, диаметр которой равен 2,2 мм. Ограничения имеются и по длине изготавливаемого изделия – до 60 мм. При выборе станка для изготовления гвоздей, важно определить какой агрегат (исходя из объемов производства) понадобится.
Пример вариантов изготавливаемых метиз
Это может быть как мощный, высокопроизводительный многофункциональный проволочно-гвоздильный автомат, так и станок для производства небольших партий. Заводской автомат изготавливает изделия по следующей технологии: производится установка бобины с проволокой, обеспечивая непрерывную подачу.
Устройство производит обрезку проволоки под необходимым углом. Это происходит так, чтобы линия отреза впоследствии была острием готового гвоздя. На противоположном отрезке проволоки при помощи ударного молотка автомата формируется шляпка изделия.
При выборе представленного агрегата особое внимание необходимо уделять таким параметрам как максимальная длина готового изделия, диапазон стержней и производительность.
Современные станки могут изготавливать гвозди с длиной от 12 до 20 см, при диапазоне диаметра стержней от 1,2 до 9 мм. Производительность современного оборудования колеблется в пределах от 100 до 600 гвоздей в минуту. Еще один параметр заключается в наличии или отсутствии функции, обеспечивающей регулировку размера шляпки.
Читайте также: «Оборудование для производства арболитовых блоков».
Кроме того, производя выбор оборудования, следует обратить внимание на такие характеристики как вес и габариты. На сегодняшний день наиболее функциональными и удобными считаются те установки, которые работают в автоматическом режиме.
Читайте также: «Разновидности оборудования для плетения сетки рабица».
к меню ↑
Дополнительное оборудование
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.

Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана
i-perf.ru
Станок для изготовления гвоздей своими руками
Готовое издеЭто общее описание процесса производства с помощью гвоздильного станка. Несмотря на незначительную разницу в компоновке моделей оборудования технология производственного процесса остается неизменной.
С целью оптимизации расходов по закупке оборудования размоточное устройство можно сделать своими руками. Оно представляет собой конусную металлическую конструкцию, установленную на опорной вертикальной стойке.
Перечень основных технических характеристик
Общая схема работы оборудования
Следующим этапом является определение требуемых технических и эксплуатационных качеств станка. Определяющим показателем гвоздильного оборудования является его производительность, т.е. скорость изготовления аппаратом готовой продукции. Но кроме этого следует учитывать ряд других факторов.
Привод всех движущихся механизмов зачастую осуществляется через кулачковые узлы. Они соединяются с электродвигателем. От него зависит скорость выполнения операций, а также максимальный диаметр стальной заготовки. Настройка оборудования осуществляется с помощью регулировки узлов подачи проволоки, установки усилия воздействия ударного механизма для формирования шляпки гвоздя. Таким образом можно установить частоту работы всех механизмов станка.
Основные технические характеристики оборудования для изготовления гвоздей:
- максимальный и минимальный диаметр стержня;
- пределы изменения длины заготовки;
- производительность;
- масса и габариты оборудования;
- потребляемая мощность электродвигателя.
Диаметр шляпки готового гвоздя зависит от сечения проволоки. Ударный механизм имеет стандартный размер. В процессе производства можно лишь изменить величину усилия воздействия на заготовку.
Преимуществом современных аппаратов для производства гвоздей является практически полная автоматизация их работы. Важно правильно настроить первичные параметры и своевременно подавать проволоку в захватный узел станка.
Дополнительное оборудование

Устройство для очистки гвоздей
Кроме вышеописанного к производственной установке для оптимизации процесса производства рекомендуется приобрести несколько дополнительных агрегатов. Они предназначены для последующей обработки гвоздей и их упаковки.
Используемая проволока имеет защитный слой смазки, который предотвращает ее ржавление в процессе хранения. Однако это придает готовому изделию нетоварный вид. Поэтому для окончательной обработки гвоздей рекомендуется приобрести или сделать своими руками промышленный вращающийся барабан.
Он представляет собой емкость, установленную на опорную конструкцию. С одной стороны подключается привод от электродвигателя. Барабан заполняется небольшим количеством каустической соды и готовыми гвоздями. В процессе вращения происходит очистка поверхности изделий. После такой обработки гвозди полностью готовы к упаковке.
Дополнительно можно купить фасовочный автомат. С его помощью можно еще на стадии производства сделать упаковку готовой продукции для дальнейшего складирования или реализации. Предварительно следует приобрести тару для фасовки готовой продукции.
Для детального ознакомления с принципом работы станка по производству гвоздей рекомендуется посмотреть видеоматериал:
stanokgid.ru
Гвоздильные автоматы по низкой цене от завода Пригма-Пресс
ОБЩАЯ ИНФОРМАЦИЯ Эти модели автоматов применяются при изготовлении строительных гвоздей, которые имеют коническую или плоскую головку (ГОСТ 4028-63), а также круглых толевых гвоздей (ГОСТ 4029-63), круглых отделочных (ГОСТ 4032-63), кровельных (по ГОСТ 4030-63) и тарных гвоздей с конической или плоской головкой (ГОСТ 4034-63). В качестве основного материала используется светлая стальная проволока общего применения, которая не подвергалась термической обработке (ГОСТ 3282-74). Она идет в катушках весом 1000 кг. Конструкция автомата максимально облегчает процесс его наладки за счет свободного доступа к отдельным механизмам. Кроме того, процесс изготовления изделий с помощью таких автоматов происходит очень быстро, также как и замена инструмента простой формы. Благодаря специальному кожуху, которые закрывает каждую подвижную часть станка, обеспечивается максимальная степень безопасности во время работы. Предусмотрена шумоизоляция для тихой работы автомата. Каждая деталь выполнена из высокопрочных качественных материалов, что обеспечивает долговечность и надежность. При необходимости автомат может быть дополнительно укомплектован размоточным устройством для проволочных бунтов и магнитным транспортером, который предназначен для удаления гвоздей. НАЗНАЧЕНИЕ: Модели автоматов АБ4411А, АВ4113, АВ4115А, АВ4116А, АГ4118, АГ4119 применяются при изготовлении строительных гвоздей с конической или плоской головкой. Обувные гвозди из ленты изготавливаются с помощью автомата А4011. Толевые и шиферные гвозди, которые отличаются увеличенной головкой, изготавливаются с помощью автоматов А4215 и А4216. 2-головые гвозди изготавливаются с помощью автомата К23.2.16-08. Автоматы АВ4113 и АВ4115А могут быть дополнительно оборудованы специальными узлами, с помощью которых изготавливаются скобы U-образной формы. Автомат АВ4118 может быть дополнительно оборудован специальным узлом, с помощью которого изготавливаются гвозди Г-образной формы. Автоматы АГ4117, А4215, А4216 оснащены специальным микроприводом, который используется для всевозможных наладочных работ. Принцип действия: После того, как проволока подается через раскрытые матрицы на длину гвоздя, матрицы сжимаются и фиксируют проволоку таким образом, чтобы предотвратить ее свободное перемещение. Как только проволока четко зафиксирована, смыкаются заостряющие ножи, отрезая тем самым гвоздь и образуя заготовку головки для следующего гвоздя. После чего ножи размыкаются, что позволяет пуансону свободно высадить головку следующего гвоздя. В этот момент матрицы все еще находятся в зажатом положении. Они раскрываются сразу после того, как ползун отходит назад, и процесс полностью повторяется. Сбрасыватель перемещает готовый гвоздь из зоны реза.
www.bulstan.ru
Станок для изготовления гвоздей
Станок для изготовления гвоздей и технология произовдства
Гвозди незаменимы в любом хозяйстве, их изготовление занимает почетную нишу в строительной индустрии. Эта продукция очень востребована и приносит ее производителям хороший доход.
Большинство гвоздей изготавливаются из стали, алюминия, меди, латуни, бронзы, нержавеющей стали, никеля.Также используются гвозди из серебра, цинка и железа. Оцинкованные гвозди покрыты цинком, который защищает их от коррозии.
Гвозди из вороненой стали обрабатываются пламенем, что придает им голубоватое оксидное покрытие, которое обеспечивает определенный уровень коррозионной стойкости. Так называемые гвозди с цементным покрытием на самом деле покрыты пластиковой смолой для лучшего сцепления.
Большинство гвоздей изготавливаются из катушек металлической проволоки. Проволока вставляется в станок для изготовления гвоздей, который может производить до 700 гвоздей в минуту. Затем гвозди очищаются , отделываются, и упаковываются.
Процесс производства
1) Проволока из катушки помещается в станок по изготовлению гвоздей, где она намертво захватывается парой винторезных головок. Форма шляпки гвоздя формируется в этих винторезных головках.

2) В то время как винторезные головки удерживают проволоку , свободный конец проволоки подвергается ударам механического молотка. Это деформирует конец проволоки, образовывая впадину, которая формирует шляпку гвоздя.
3) Одновременно с проволокой, которая все еще зафиксирована винторезными головками, несколько резаков ударяют противоположный конец гвоздя, формируя острый конец и отделяя гвоздь от остальной части катушечной проволоки.
4) Винторезные головки открываются и механизм выталкивает гвоздь в металлический сосуд под аппаратом. Свободный конец катушечной проволоки помещается в аппарат. Затем процесс повторяется сначала.
Отделочные работы
Гвозди очищаются во вращающемся барабане наполненном горячей каустической содой. Это удаляет масло с формовочной машины и очищает гвозди от любых небольших металлических остатков или острых кусочков, которые могли пристать к гвоздям.
Большому количеству гвоздей придают окончательный яркий дизайн перед упаковкой. Это осуществляется путем помещения гвоздей во вращающийся барабан с горячими опилками, чтобы слегка отполировать их поверхность.
Другие гвозди пропускают через открытое пламя в печи, чтобы придать им вороненую отделку. Оцинкованные гвозди погружают в резервуар с расплавленным цинком.
Этот процесс называется горячим цинкованием. Цинковое покрытие осуществляется путем нагревания гвоздей до 300 ° C в закрытом контейнере, наполненном порошком из цинковой пыли и окиси цинка. Другие покрытые гвозди либо оцинковываются либо опрыскиваются для окончательной отделки.
В зависимости от желаемого результата, некоторым гвоздям может также понадобиться дополнительная термообработка.
Магнитные подъемники перемещают готовые гвозди на взвешивающее оборудование, которое высыпает их в открытые картонные коробки. Затем магнитное поле выравнивает их, чтобы они были размещены ровными рядами.
После того как они упакованы, гвозди размагничиваются. Гвозди, как правило, продаются в коробках по 1, 5, 10, 25 и 50 фунтов. Гвозди поменьше, такие как штифтики, продаются в коробках по 2 или 4 унции и упаковываются без магнитного выравнивания.
Видео: оборудование для производства гвоздей.
Эта информация должна оказаться полезной для тех, кто начинает или планирует начать бизнес по производству гвоздей. Единственный минус этого бизнеса состоит в конкуренции на рынке сбыта, что должно быть учтено в составлении бизнес-плана.
Неплохой альтернативой этому бизнесу может стать производство саморезов. Несмотря на то, что их производство будет стоить в полтора-два раза дороже, конкурентов будет меньше в разы.
Процесс производства саморезов
Контроль качества
Сырье должно соответствовать определенным стандартам химического состава, предела текучести, твердости, устойчивости к коррозии и других свойств. Они, как правило, утверждаются фирмой-поставщиком проволоки, и могут быть перепроверены непосредственно изготовителем гвоздей.
Во время производства, гвозди также должны отвечать определенным требованиям относительно размеров и свойств. Это достигается с помощью способа, известного, как статистический контроль процесса, согласно которому периодически проверяются размеры и свойства производимых гвоздей и оцениваются любые изменения с помощью методов статистического анализа.
metmastanki.ru
Как сделать оборудование для производства гвоздей своими руками
Это общее описание процесса производства с помощью гвоздильного станка. Несмотря на незначительную разницу в компоновке моделей оборудования технология производственного процесса остается неизменной.
С целью оптимизации расходов по закупке оборудования размоточное устройство можно сделать своими руками. Оно представляет собой конусную металлическую конструкцию, установленную на опорной вертикальной стойке.
Перечень основных технических характеристик
Общая схема работы оборудованияСледующим этапом является определение требуемых технических и эксплуатационных качеств станка. Определяющим показателем гвоздильного оборудования является его производительность, т.е. скорость изготовления аппаратом готовой продукции. Но кроме этого следует учитывать ряд других факторов.
Привод всех движущихся механизмов зачастую осуществляется через кулачковые узлы. Они соединяются с электродвигателем. От него зависит скорость выполнения операций, а также максимальный диаметр стальной заготовки. Настройка оборудования осуществляется с помощью регулировки узлов подачи проволоки, установки усилия воздействия ударного механизма для формирования шляпки гвоздя. Таким образом можно установить частоту работы всех механизмов станка.
Основные технические характеристики оборудования для изготовления гвоздей:
- максимальный и минимальный диаметр стержня;
- пределы изменения длины заготовки;
- производительность;
- масса и габариты оборудования;
- потребляемая мощность электродвигателя.
Диаметр шляпки готового гвоздя зависит от сечения проволоки. Ударный механизм имеет стандартный размер. В процессе производства можно лишь изменить величину усилия воздействия на заготовку.
Преимуществом современных аппаратов для производства гвоздей является практически полная автоматизация их работы. Важно правильно настроить первичные параметры и своевременно подавать проволоку в захватный узел станка.
Дополнительное оборудование
 Устройство для очистки гвоздей
Устройство для очистки гвоздейКроме вышеописанного к производственной установке для оптимизации процесса производства рекомендуется приобрести несколько дополнительных агрегатов. Они предназначены для посл
i-perf.ru