10 советов при розливе пива по бутылкам. Розлив домашнего пива.

На первый взгляд кажется, что может быть проще чем розлив. Сиди себе наливай пиво в бутылки и все. Однако пивоварение дело хитрое, и при розливе тоже можно допустить ошибки, которые могут очень огорчить вас. Вот 10 простых советов, которые сделают розлив пива по бутылкам еще проще, удобнее и безопаснее.
Советы по розливу пива в бутылки.
Совет 1.
Если вы используете стеклянные бутылки, внимательно осмотрите их перед розливом. Не используйте бутылки с трещинами и сколами. Так же не рекомендую использовать для розлива стеклянные бутылки с откручивающимися крышками. Если вы обнаружили скол или трещину на бутылке — выбросите ее. Розлив пива в такую тару приведет только к нежелательным последствиям.
Совет 2.
Стерилизуйте бутылки с помощью йодного раствора. Залейте раствор йода по края горлышка и оставьте бутылки на 15 минут, а лучше на ночь.
Совет 3.
Отмыть этикетки можно просто замочив бутылки в воде с добавлением нашатыря. Используйте при этом перчатки и не забудьте открыть форточку, ведь нашатырь — это аммиак.
Совет 4.
Используйте ершик для мытья бутылок. Повторное использование бутылок вполне оправдано, однако на дне бутылок может завестись плесень. Используйте ершик для мытья бутылок — это позволит удалить дрожжевой налет и другие отложения, которые могут привести к заражению пива.
Совет 5.
При розливе используйте промежуточную емкость. Слейте пиво из ферментера в промежуточную емкость, внесите праймер и только после этого производите розлив по бутылкам. Этот совет можно опустить, если вы используете ЦКТ для сбраживания домашнего пива.
Совет 6.
Для осветления пива используйте специальные препараты, например ирландский мох или желатин. Но использовать их нужно за 5-7 дней до розлива пива по бутылкам. За это время, они осадят на дно всевозможные взвеси, и ваше пиво будет чище, а количество осадка на дне минимально.
Совет 7.
Если вы решили разлить пиво в бутылки с кронен-пробками, приобретите хороший укупориватель. Ручные и дешевые инструменты, зачастую плохо обжимают пробку, что приводит к порче пива. Укупоривайте бутылку сразу после розлива — это минимизирует контакт с кислородом и предотвратит окисление пива.
Совет 8.
Наливайте пиво как можно ближе к краю горлышка, это уменьшит количество воздуха в бутылке и снизит риск его окисления. Если вы используете специальный стержень для розлива, то наливайте пиво до самых краев, после изъятия стержня его объем будет замещен воздухом. Однако не стоит наливать пиво до самого края. Для карбонизации потребуется небольшое количество кислорода. Я наливаю до края, если розлив произвожу стержнем и оставляю 2-3 см от края горлышка, если розлив производиться шлангом.
Совет 9.
После розлива пива по бутылкам не надо убирать их в холодильник. Там дрожжи уснут и карбонизация не произойдет. Уберите разлитое по бутылкам пиво в кладовку, погреб или другое прохладное, но обязательно темное место. Убрать пиво в холодильник нужно за сутки до его распития.
Совет 10.
После использования бутылки, хорошенько помойте ее и храните вверх дном — это уменьшит количество пыли и грязи, которое в нее осядет.
Вот такие простые советы помогут оптимизировать процесс розлива домашнего пива по бутылкам, а так же помогут вам избежать некоторых неприятных ситуаций.
Прочтений: 4 313
Вас заинтересует :
У многих возникает такой вопрос, особенно в самом начале. И действительно дрожжи на дне бутылки раздражают. Если их вылить в бокал, то появля …
Существует достаточно много различных тар для хранения готового домашнего пива. Бутылки с бугельными пробками — один из видов. В этом виде …
Не смотря на обилие информации в свободном доступе, начинающим пивоварам, порой очень не просто разобраться, что для чего делается и как прав …
Порой случается такое, что после первичного брожения и розлива по бутылкам, не происходит карбонизация пива. Нормально, когда бутылки мягкие …
В настоящее время, некоторые пивовары полностью отказались от вторичного брожения, однако еще 10-12 лет назад, вторичное брожение (или попрос …
homebeer.csutio.ru
Розлив пива в стеклянные бутылки
Розлив пива в бутылки включает следующие операции: приемку тары и ее бракераж, мойку, налив, укупорку, бракераж налитых бутылок, этикетировку бутылок с продукцией и упаковку их в ящики.
Пивные бутылки изготавливают из стекла коричневого или оранжевого цвета для предотвращения вредного воздействия на пиво синих и фиолетовых лучей. При использовании бесцветных бутылок в пиве появляется «засвеченный» вкус, запах скунса, вызванный образованием в напитке меркаптана 2-метил-2-бутен-1-тиола. Он появляется в пиве в результате присоединения Н2S к продукту распада изо-альфа-кислот хмеля под воздействием света. Бутылки, изготовленные из зеленого стекла, также как и бесцветные, не защищают пиво от вредных лучей. Бутылки должны иметь стандартные размеры, равномерную толщину стенок, должны быть термостойкими и выдерживать внутреннее давление не менее 0,9-1,1 МПа.
Стеклянная бутылка — наиболее совершенный вид тары с точки зрения сохранения свойств пива, эстетического восприятия и экологии, однако бутылка бьется и велика ее масса.
Используют новые и оборотные бутылки. В среднем бутылка возвращается в производство 40 раз в год. При поступлении на завод отбраковывают сильно загрязненные бутылки и бутылки с посторонними запахами (керосин, масло).
Розлив в бутылки осуществляется на автоматических линиях розлива производительностью 3000, 6000, 12 000, 24 000 бутылок в час. За рубежом и на заводах, оснащенных импортным оборудованием, используются линии производительностью 36 000 и 50 000 бутылок в час.
Автоматическая линия включает автомат по извлечению бутылок из ящиков, бутыломоечную машину, разливочный и укупорочный автоматы, бракеражный полуавтомат, этикетировочную машину и автомат по укладке бутылок с пивом в ящики.
На современных заводах, на складах цеха розлива для полного исключения ручного труда устанавливают также пакетосборочные и пакеторазборочные машины. Пакеты — это штабелированные слоями ящики на деревянных площадках из досок — поддонах. Поддоны изготавливаются с высотой, достаточной для ввода под него вилочного захвата электропогрузчика. На поддоне размещается по 24 (4 слоя) или 30 (5 слоев) полимерных ящиков.
Основная часть пакеторазборочной и пакетосборочной машины — рама, на которой размещается подъемное устройство с захватно-зажимной головкой, способной удерживать слой ящиков. Разборка пакетов осуществляется следующим образом. Электропогрузчик транспортирует пакет к пакеторазборщику и устанавливает его на роликовый транспортер. Захватная головка «берет» с поддона один слой ящиков за другим и ставит их на конвейер. Пустые поддоны транспортируются к пакетосборочной машине, а ящики с бутылками с помощью ящичного конвейера — к автомату по выемке бутылок из ящиков. Пакетосборочная машина с помощью захватной головки «берет» слой ящиков с роликового конвейера и устанавливает их на поддон.
Основным рабочим органом автомата по выемке бутылок из ящиков и по укладке бутылок в ящики является захватное устройство с индивидуальными для каждой бутылки резиновыми головками — патронами. Количество головок соответствует числу бутылок в ящике. Захват бутылок осуществляется под действием сжатого воздуха, а освобождение — под действием пружины, установленной в захватной головке.
Ящики с пустой посудой транспортируются к автомату по извлечению бутылок, и первый из них останавливается против оси захватного устройства с помощью специального упора. Захватное устройство опускается в ящик, захватные патроны зажимают горлышко бутылки, и захватное устройство поднимается. Затем оно перемещается к столу для бутылок и опускается на него. Патроны освобождают бутылки, и захватное устройство вновь поднимается, перемещается к конвейеру для ящиков, и цикл повторяется. Бутылки со стола поступают на бутылочный конвейер и транспортируются к бутыломоечной машине, а пустые ящики — к автомату по укладке бутылок. Захватное устройство автомата по укладке бутылок в ящики опускается на бутылочный стол, патроны зажимают горлышки бутылок, устройство поднимается, перемещается к конвейеру, на котором с помощью упора сцентрирован пустой ящик, опускается на него, и бутылки освобождаются. Ящики с готовой продукцией транспортируются к пакетосборочной машине.
Мойка бутылок осуществляется в бутыломоечных машинах (БММ). Широкое распространение получили цепные отмочно-шприцевальные бутыломоечные машины. На рис. 34 изображена бутыломоечная машина АММ-6.
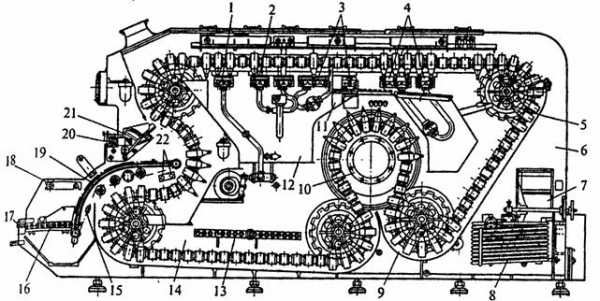
Рис. 34. Бутыломоечная машина АММ-6:
1, 2, 3, 4 — шприцевальные устройства; 5 — цепной конвейер; 6 — корпус; 7 — сетчатый барабан;
8, 13 — теплообменники; 9, 14 — щелочные ванны; 10 — барабан; 11, 12 — ванны для приёма моющих жидкостей;
15 — планка; 16 — валики; 17, 20 — пластинчатый транспортёр; 18 — орошающая труба;
19 — криволинейные направляющие; 21 — механизм разгрузки; 22 — трубы
В корпусе из листовой стали 6 перемещается бесконечный цепной конвейер 5, на котором закреплены кассеты для бутылок. В нижней части корпуса имеются две щелочные ванны 14 и 9. В верхней части корпуса расположены шприцевальные устройства 1, 2, 3, 4 и ванны 11, 12 для приема моющих жидкостей после шприцевания. Щелочные растворы нагреваются змеевиками 8 и 13. Для улавливания этикеток в нижней части установлен сетчатый барабан 7. Механизм загрузки выполнен в виде вращающихся валиков 16, которые перемещают грязные бутылки с конвейера 17 к криволинейным направляющим 19. По направляющим планкой 15 бутылки задвигаются в кассеты конвейера. Чистые бутылки из кассеты выгружаются на наклонные желоба механизма разгрузки 21, откуда попадают на транспортер 20.
Температурный режим в БММ ступенчатый с постепенным нарастанием и последующим понижением температуры моющих растворов во избежание термического боя. Допускается максимальный перепад температуры 45 ºС при нагревании и 30-35 ºС при охлаждении бутылок. Для снижения термического боя в зимнее время бутылки перед использованием выдерживаются на складе. В БММ предусмотрено также предварительное орошение входящих в машину бутылок теплой водой.
Для мойки используют чаще всего каустическую соду, обладающую хорошими моющими и бактерицидными свойствами. Концентрация щелочи 1,5-2,0 %. Моющий эффект щелочи усиливается с увеличением концентрации, температуры и длительности воздействия. В зимнее время для снижения стеклобоя увеличивают концентрацию моющего раствора, понижая его температуру, а в летнее с целью экономии щелочи снижают ее расход увеличением температуры.
На столе-накопителе бутылки орошаются водой температурой 25-30 ºС, стекающей из ванн 12 в оросительную трубу 18. Перед входом в первую щелочную ванну они обливаются из труб 22 слабощелочной водой (40-45 ºС), стекающей из верхней ванны 11. Эта вода и вода, идущая на предварительное орошение, сливается в канализацию. Далее бутылки поступают в первую ванну, где отмачиваются в щелочном растворе температурой 60-65 ºС. После ванны на барабане 10 бутылки обрабатываются из форсунок щелочным раствором (60-65 ºС) для удаления этикеток. Во второй ванне температура щелочного раствора 75-80 ºС. На верхнем горизонтальном участке бутылки подвергаются многократному шприцеванию изнутри и обливанию снаружи горячим щелочным раствором (60-65 ºС), а затем горячей, теплой и холодной водой температурой 40-45 ºС, 25-30 ºС, 15-18 ºС.
Для розлива пива в бутылку применяют изобарические разливочные машины ротационного типа. Перед наливом в бутылке создается давление, равное давлению над пивом в кольцевом пивопроводе, с помощью СО2 или сжатого воздуха. Дозирование пива осуществляется по уровню.
Главными элементами разливочного автомата являются крановые наполнители. Корпус крана присоединяется к днищу пивопровода. В корпусе имеются три канала: один служит для подвода в бутылку СО2 или сжатого воздуха из газового кольцевого канала напорного резервуара; второй канал — для наполнения бутылки пивом; третий канал предназначен для отвода газа из бутылки. В конической пробке крана имеется несколько отверстий, которые могут сообщаться в определенном положении пробки с тем или иным каналом. Существуют четыре рабочих положения пробки. В первом положении открыт лишь канал для подачи в бутылку газа; во втором — канал для налива пива и канал для отвода газа из бутылки; третье положение соответствует первому; в четвертом положении все каналы в нижней части соединяются между собой и оставшееся в них пиво стекает в бутылку.
Наполненные пивом бутылки поступают на укупорку металлической кронен-пробкой в укупорочный автомат. На каждую бутылку опускается укупорочный патрон, в котором находится одна кронен-пробка. Пробка прижимается к горлышку бутылки, а затем кулачки патрона обжимают гофрированную юбочку пробки по венчику горлышка бутылки.
Далее на бутылку с помощью автомата наклеивается этикетка. Этот процесс состоит из следующих операций: вывода этикетки из магазина; передачи ее на этикетопереносчик; нанесения штемпеля на этикетку; нанесения клея на этикетку; передачи этикетки на бутылку; разглаживания этикетки на бутылке.
Для инспекции готовой продукции применяют инспекционные машины различной конструкции. Широко используют конвейерные полуавтоматы АБ2-И производительностью 6000 бутылок в час. Бутылка поступает с помощью звездочки в носитель, расположенный на цепи. Цепь, перемещаясь, опрокидывает носитель, и бутылка просматривается, проходя перед освещенным экраном горлышком вниз. Бракованная продукция удаляется вручную.
На современных заводах применяют фотоэлектрические инспекционные устройства, действие которых основано на использовании фотоэлементов, реагирующих на изменение лучепропускания жидкости. В таких автоматах брак удаляется из общего потока бутылок с помощью бракующего механизма.
Розлив пива в ПЭТ-бутылки
В настоящее время на многих заводах пиво разливают в бутылки из полиэтилентерефталата (ПЭТ). Достоинства таких бутылок: отсутствие боя и незначительная масса. Недостатки: невозможность обработки при высоких температурах и газопроницаемость. Разлитое в ПЭТ-бутылку пиво пастеризуют в пластинчатых пастеризаторах, при этом велика возможность повторного инфицирования продукта. Пиво в ПЭТ-бутылке во время хранения теряет СО2 и окисляется проникшим в тару кислородом воздуха, поэтому быстро теряет свою коллоидную и вкусовую стабильность.
Для розлива пива в ПЭТ-бутылки применяют полуавтоматические и автоматические линии, которые включают следующие машины: выдувную, ополаскивающую, фасовочно-укупорочную, этикетировочную, упаковочную.
ПЭТ-бутылки изготавливают с помощью выдувных машин из преформ — небольших толстостенных литых сосудов различной формы и размера с мундштуком под винтовой колпачок. Выпускают машины различных конструкций, однако принцип действия у них одинаковый: сначала преформа разогревается, затем поступает в раздвижную выдувную форму и выдувается сначала при давлении 10-20 бар, а затем при более высоком — до 40 бар. При этом формируются контуры бутылки. Поле выдержки и сброса внутреннего давления форма открывается и бутылка передается на пневмотранспортер.
Небольшая масса (не более 80 г) и неустойчивость исключают возможность транспортировки пустых ПЭТ-бутылок пластинчатым конвейером. Их транспортируют пневмотранспортом, при этом бутылки захватываются за кольцо на горлышке и в подвешенном состоянии перемещаются в специальном воздушном канале под действием центробежных вентиляторов.
Мойка бутылок осуществляется на ополаскивающих машинах и сводится к внутреннему ополаскиванию их холодной водой.
Наполнение ПЭТ-бутылок происходит в изобарических условиях по объему. Необходимый объем отмеряется в мерной камере, и в процессе наполнения напиток стекает по стенке бутылки. ПЭТ-бутылки прижимаются к наливному устройству не подъемным цилиндром, а через свое несущее кольцо.
Укупоривают ПЭТ-бутылки пластмассовыми винтовыми колпачками из полипропилена с уплотняющими вкладышами из ПВХ. Этикетируются ПЭТ-бутылки так же, как и стеклянные.
Готовая продукция поступает на упаковочный автомат, где из нее формируются на плоских картонных поддонах «блоки-шестерки», которые упаковывают в термоусадочную пленку.
Розлив пива в банки
Розлив пива в банки приобретает все большую популярность. По сравнению с другими видами тары банки имеют следующие преимущества: они не бьются; имеют небольшую массу; их легко утилизировать; пиво в банках хорошо пастеризуется; банки свето- и газонепроницаемы и поэтому пиво хорошо сохраняет свои свойства при хранении. Банки изготавливают из жести или алюминия, а крышки к банкам — почти всегда из алюминия. Для производства банок используется жестяной лист толщиной 0,27 мм или алюминиевый толщиной 0,30 мм. Внутренняя поверхность банок покрыта химически инертным лаком. Снаружи банки покрываются белым грунтовым лаком, на который наносится рисунок. Выпускают банки различной вместимости: 200, 275, 330, 440, 500 см3. Самыми распространенными являются банки объемом 330 см3. Масса такой банки из жести около 27 г, а из алюминия — 12 г. Банки рядами (15-23) штабелируются на поддонах. Каждый ряд располагается на картонной прокладке. Поддоны с банками укрепляются стальной рамой и покрываются пленкой.
Поступившие на завод поддоны с банками с помощью электропогрузчика транспортируются к распаковывающему устройству, которое поднимает поддон и сталкивает ряд за рядом банки с картонных прокладок на питающий стол. С накопителя банки транспортируются с помощью конвейера на маркирующее устройство, где на донышко наносится дата розлива. Далее тара подается на ополаскивание, проходя по пути движения через лазерный детектор, отбраковывающий дефектные банки. В ополаскивающем устройстве банки обрабатываются холодной водой и подаются в разливочный автомат. Наполнение банок осуществляется в изобарических условиях по уровню или по объему с помощью наполнительных патронов, плотно прилегающих к банке. Сначала в банку подается СО2. После выравнивания давления в банке и в распределительном резервуаре открывается продуктовый клапан, и пиво из кольцевого дозатора спокойно стекает по стенкам банки в виде пленки. В закаточной машине на наполненную банку накладывается крышка, и она с помощью прижимной тарелки поднимается и прижимается к укупорочной головке. Закаточными роликами внешняя сторона крышки загибается вниз и плотно обкатывается вокруг фальца банки. Далее банки поступают в туннельный пастеризатор. Температура пастеризации во избежание вспучивания крышек не должна превышать 65 ºС. Выходящие из пастеризатора банки проходят через детектор, затем поступают на машину для взвешивания; неполные банки удаляются, а стандартная продукция подается на упаковку в картонные коробки.
Розлив пива в кеги
Практически везде традиционный розлив пива в бочки вытеснен более современным способом — розливом в кеги. Кеги — цилиндрические металлические емкости, которые находятся под давлением и которые заполняются и опорожняются через фиттинги. На верхнем днище кега имеется муфта, в которую ввинчивается специальная арматура — фиттинг, состоящая из корпуса фиттинга с резьбой и вертикальной трубкой, достающей до дна кега. В корпусе фиттинга имеется клапан для управления потоками напитка и газа. Кеги изготавливаются из нержавеющей стали вместимостью 20, 30, 50 дм3.
Для мойки и наполнения кегов на современных предприятиях применяют автоматические установки. Одной из таких является установка «Трансомат 3/1» производительностью 60 кег/час. Она относится к установкам продольно-проходного типа (рис. 35).
Установка оборудована тремя моющими головками (а) и одной наполняющей (б), двумя резервуарами для моющих растворов (д). Кеги поступают и отводятся с помощью транспортеров (к). По установке от станции к станции кеги перемещаются шагающим балочным конвейером с пневматическим приводом (г). При мойке и наполнении кеги прижимаются к головкам (а, б) с помощью прижимных устройств (в). Кеги транспортируются к станции 1 роликовыми или шарнирно-пластинчатыми конвейерами. Далее они захватываются улавливающим приспособлением за фиттинг и втягиваются на станцию 1. Кег при помощи шагающей балки перемещается на первую станцию обработки 2, а на станцию ожидания 1 затягивается следующий кег. С помощью прижимного устройства кег прижимается к моющей головке. Обработка кегов осуществляется в пульсирующем режиме тремя моющими головками, к которым подводится та или иная моющая и стерилизующая среда.
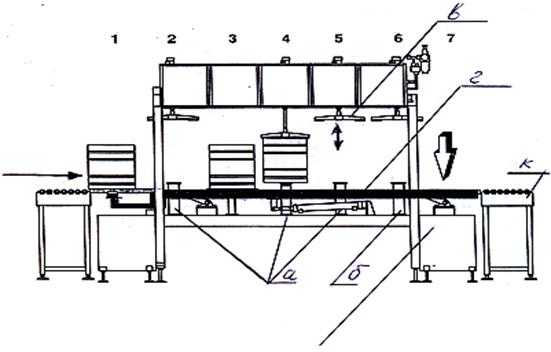
Рис. 35. Устройство для розлива пива в кеги:
а — моющая головка; б — наполняющая головка; в — прижимное устройство; г — шагающий балочный конвейер;
д — резервуар для моющих растворов; к — транспортёр
Мойка и заполнение кегов проводятся по режиму, представленному в таблице 9.
Таблица 9
Режим работы установки
| Станция | Операция | Продолжитель-ность, сек |
| Центрирование | ||
| Простой, выдувание остатков пива из кега, ополаскивание холодной водой, выдувание воды, пульсирующая мойка щелочью, наполнение щелочью (3 дм3), простой | ||
| Отмачивание щелочью | ||
| Простой, выдувание щелочи, пульсирующая мойка кислотой, выдувание кислоты, пульсирующая мойка горячей водой, выдувание воды, пропаривание, простой | ||
| Простой, пропаривание, сброс давления пара, продувка СО2, шпунтование до давления продукта, простой | ||
| Простой, шпунтование СО2 до конечного давления, наполнение пивом, простой |
Под простоем понимают в зависимости от станции дополнительные операции: транспортировку, опускание и подъем прижима, соединение, проверку герметичности и др.
При мойке прижимное устройство прижимает кег к моющей головке. Толкатель головки поднимается вверх и открывает фиттинг кега. Моющий раствор по полому толкателю поступает в стержень кега, стекает по его стенкам и по кольцевому каналу фиттинга выходит из кега в моющую головку, откуда удаляется через сливную трубу.
При наполнении кега толкатель наполняющей головки открывает фиттинг и кег шпунтуется СО2, который поступает в него через полый стержень. Далее по кольцевому каналу головки розлива пиво попадает в кольцевой канал фиттинга, заполняет кег, вытесняя из него СО2 через стержень. Диоксид углерода из стержня выходит в полый толкатель, оттуда — в отводную трубу.
На крупных заводах эксплуатируются карусельные линии по обработке кегов производительностью до 1000 кег/час. В состав линии входит следующее оборудование: установки для сборки и разборки штабелей кегов; кантователи, переворачивающие кеги на 180º; автоматы по удалению и нанесению защитных фиттинговых колпачков; детекторные устройства; устройство для внешней мойки кегов; весы; декантер для удаления с помощью горячей воды остатков пива и обледенений; карусель внутренней мойки, где кеги обрабатываются водой, щелочью, паром; карусель наполнения; этикетировочный автомат.
Контрольные вопросы и задания
1. С какой целью проводится карбонизация пива?
2. В чем сущность изобарического принципа розлива?
3. Приведите основные требования к бутылкам для розлива пива.
4. Какое оборудование входит в состав автоматизированных линий розлива пива в бутылки?
5. Опишите устройство и приведите режим работы БММ.
6. Опишите работу разливочной, укупорочной, этикетировочной машин.
7. Охарактеризуйте основные принципы работы автоматов по выемке бутылок из ящиков и укладке бутылок в ящики.
8. Как формируются пакеты из ящиков?
9. Опишите основные операции при розлве пива в ПЭТ-бутылки.
10. Приведите последовательность и дайте краткую характеристику основных этапов розлива пива в банки.
11. Опишите устройство и работу установки «Трансомат 3/1».
12. Как моется и наполняется кег?
Тема 11. ГОТОВОЕ ПИВО
11.1. Сорта пива
11.2. Химический состав и свойства пива
Сорта пива
В процессе развития пивоварения создавались различные сорта пива, отличающиеся содержанием спирта и экстрактивных веществ, цветом, кислотностью, интенсивностью горечи и аромата хмеля. Ассортимент этого популярного напитка постоянно расширяется.
Все сорта пива подразделяются на три типа: светлые, полутемные, темные. По способу обработки пиво бывает пастеризованное и непастеризованное.
Светлые сорта отличаются светло-желтым цветом и выраженным хмелевым вкусом и ароматом, а темные и полутемные — солодовым вкусом и темной окраской.
На практике сортовые особенности создаются следующими факторами: типом используемого солода и видом несоложеного сырья; количественным соотношением отдельных зернопродуктов в засыпи; расходом зернопродуктов и хмеля на единицу продукции; технологическими режимами приготовления сусла, сбраживания и дображивания.
Светлые сорта готовят из светлого солода с использованием несоложеного сырья: ячменя, риса, кукурузы, сахара.
При производстве темных и полутемных сортов применяют светлый и темный солод, а также красящие солода (карамельный, жженый, меланоидиновый).
Выпускают светлые сорта пива с экстрактивностью начального сусла 8, 9, 10…23 %; полутемные 11…23 %; темные 11…23 %.
Согласно действующему стандарту, пиво должно иметь показатели, представленные в таблице 10.
Таблица 10
Характеристика пива по ГОСТ РФ 51174-98
| Экстрактив-ность начального сусла, % | Объемная доля спирта, %, не менее | Кислотность, к.ед. | Цвет, ц.ед. | ||||||
| свет-лое | полу-темное | тем-ное | свет-лое | полу-темное | тем-ное | свет-лое | полу-темное | тем-ное | |
| 2,8 | 1,0-2,5 | 0,4-1,5 | 3,6 и более | ||||||
| 3,2 | |||||||||
| 3,6 | 1,5-2,6 | ||||||||
| 4,0 | 3,9 | 3,9 | 1,6-2,8 | - | 1,6-2,5 | ||||
| 4,5 | 4,3 | 4,1 | 1,9-3,2 | 1,9-3,2 | 2,1-3,1 | 1-3,5 | |||
| 4,7 | 4,4 | 4,3 | |||||||
| 4,8 | 4,8 | 4,7 | 2,4-3,6 | 2,4-3,5 | 2,4-3,5 | ||||
| 5,4 | 5,2 | 4,9 | |||||||
| Окончание табл. 10 | |||||||||
| Экстрактив-ность начального сусла, % | Объемная доля спирта, %, не менее | Кислотность, к.ед. | Цвет, ц.ед. | ||||||
| свет-лое | полу-темное | тем-ное | свет-лое | полу-темное | тем-ное | свет-лое | полу-темное | тем-ное | |
| 5,8 | 5,4 | 5,2 | 3,0-4,5 | 2,7-4,3 | 2,5-4,5 | 0,4-1,5 | 1-3,5 | 3,6 и более | |
| 6,2 | 6,0 | 5,7 | |||||||
| 6,6 | 6,2 | 5,9 | 3,0-5,0 | 3,0-5,0 | 3,5-5,5 | ||||
| 7,1 | 6,8 | 6,0 | |||||||
| 7,9 | 7,5 | 6,8 | |||||||
| 8,2 | 8,0 | 7,4 | |||||||
| 8,6 | 8,6 | 8,0 | |||||||
| 9,4 | 9,4 | 9,1 | |||||||
| 12 (особое) | - | 3,2, не более | - | 1,9-3,1 |
Массовая доля двуокиси углерода во всех типах пива должна быть не менее 0,33 %. Высота пены должна быть не менее 30 мм, а ее стойкость — не менее двух минут. Стойкость непастеризованного пива должна быть не менее 8 суток, а пастеризованного или обеспложенного путем фильтрации — не менее 30 суток.
К наиболее распространенным относятся следующие сорта пива: «Жигулевское», «Рижское», «Московское», «Ленинградское», «Украинское», «Мартовское», «Портер».
Пиво «Жигулевское» — светлое пиво с экстрактивностью начального сусла 11 %. Характеризуется мягким хмелевым вкусом и хорошим жаждоутоляющим действием. Готовится из светлого солода с использованием ячменя (до 50 %). Режим затирания: настойный, одно- и двухотварочный, с кипячением густой части затора. Хмель вносится в количестве, обеспечивающем горечь сусла 0,68-0,85 г/дал. Главное брожение по классической схеме длится 7 суток до достижения видимой степени сбраживания 59,1-63,6, а дображивание — 21 сутки.
Пиво «Московское» — светлое пиво с экстрактивностью начального сусла 13 %. Отличается сильновыраженным ароматом и вкусом хмеля. Готовится из 80 % светлого солода и 20 % риса одно- или двухотварочным способом затирания. Хмель вносят до достижения горечи сусла 1,2-1,5 г/дал. Главное брожение ведут 8 суток до достижения видимой степени сбраживания 63,8-66,9. Дображивают «Московское» пиво 42 дня.
Пиво «Украинское» относится к темным сортам. Экстрактивность начального сусла составляет 13 %. Характерная вкусовая особенность: сладковатый вкус и аромат темного солода. Готовят заторы из 50 % светлого, 40 % темного и 10 % карамельного солодов одно- или двухотварочным способом. Горечь сусла 0,57-0,71 г/дал; видимая степень сбраживания 56,9-61,5; продолжительность дображивания 30 суток.
«Портер» — темное пиво с экстрактивностью начального сусла 20 %. Характеризуется отчетливым вкусом и ароматом темного солода с винным привкусом. Готовится из темного солода (82 %), светлого солода (6 %) и карамельного солода (12 %) одноотварочным способом затирания. Горечь сусла 1,49-1,86 г/дал. Сусло сбраживают 10 суток до достижения видимой степени сбраживания 56,0-58,5, дображивают пиво 70 суток.
Рекомендуемые страницы:
lektsia.com
Розлив крафтового пива в бутылки
CRAFT Beer — в переводе с английского означает «ремесленное пиво» — продукт не массовый и нестандартный. Крафтовое пивоварение зародилось в США в середине 1970-х, когда американцы, устав от однотипных и невыразительных лагеров, производимых транснациональными корпорациями, начали варить необычное пиво у себя дома и в гаражах. Потом они объединялись и создавали небольшие пивоварни, часть из которых, в конечном итоге, стали теми самыми легендарными Dogfish Head, Anderson Valley, Boston Beer Company, Sierra Nevada и т.д. Так появилось целое крафтовое движение, которое спустя пару десятков лет добралось и до Европы.
Крафтовое пиво — это пиво, сваренное по пути усложнения вкуса с соблюдением всех традиций пивоварения. Кроме солода, хмеля и воды ингредиентами служат мед, сахар, пряности (мускатный орех, кореандр…), фрукты и даже овощи. Эти нестандартные дополнительные ингредиенты придают пиву неповторимый вкус.

С развтием рынка производства крафтового пива в России мы предлагаем компактные полуавтоматические моноблоки и триблоки для бутилирования крафтового пива. Универсальный розлив может работать с бутылками, объемом 0,33 — 0,75 литра. За счет применения вакуум-насоса в бутылке перед наполением создается одинарный или двойной вакуум для минимизации окисления продукта. Управление циклами розлива может быть как ручным, так и автоматическим. Укупоривание бутылок может быть кронен-пробкой 26 мм (стандарт) , 29 мм (шампанская бутылка) или корковой пробкой с последующим закручиванием мюзле (шампанская бутылка).

МОДЕЛЬНЫЙ РЯД ПОЛУАВТОМАТОВ РОЗЛИВА КРАФТОВОГО ПИВА:
Розлив 2iso, 4iso, 6iso
Моноблок (розлив-укупорка) 2i-1, 4i-1, 6i-1
Триблок (ополаскивание-розлив-укупорка) 4-4i-1, 4-4i-2 (см. фото)
Триблок (ополаскивание-розлив-укупорка) 6-6i-1, 6-6i-2

У нас накоплен большой опыт по поставке, запуску и обслуживанию высокоскоростных производственных линий розлива пива в бутылки и кеги. Именно поэтому мы можем предложить нашим Клиентам лучшее оборудование для небольших производств. Максимальная производительность полуавтоматов розлива крафтового пива составляет до 700 бутылок в час и зависит от действий оператора (для модели 6-6i-2).
Для нанесения самоклеющейся этикетки мы предлагаем компактный настольный полуавтомат ET-L.

Напишите нам запрос и мы подберем для Вас оптимальную комплектацию оборудования. Уже установленное оборудование можно будет посмотреть на одной из крафтовых пивоварен РФ.
zittel.ru
Розлив домашнего пива в стеклянные бутылки
Многие домпивовары для удобства разливают свое пиво в пластиковые бутылки: это действительно наименее трудозатратный способ, потому как общее количество бутылок резко сокращается из-за их большого объема, лишний воздух из бутылки можно выдавить перед закупориванием, а для самого закупоривания не нужно никаких приспособлений. Но я по эстетическим соображениям предпочитаю ПЭТу традиционную стеклобутылку, поэтому розлив в моем случае приобретает определенные особенности.
Надеюсь, что этот пост будет интересен начинающим домашним пивоварам.
Итак, первое, с чего следует начинать процедуру розлива: тщательное мытье и дезинфекция всех бутылок. Мыть лучше всего специальным ершиком для бутылок, используя обычное неароматизированное мыло, после чего несколько раз ополоснуть бутылку водой. Для дезинфекции берем бак для розлива, заполняем его дезраствором (я использую йодный раствор) и наполняем им «с горкой» все бутылки:


Как видно на фото выше, часть бутылок — с бугельными пробками, на мой взгляд это самый удобный вариант вообще. Жаль, что такие бутылки достаточно дорогие, лично я их обычно покупаю «по случаю» вместе с пивом (чаще всего в них попадаются немцы).
После того, как пройдет 15-20 минут, выливаем дезраствор из бутылок обратно в бак:

И закидываем туда все то, что понадобится для перелива и розлива: кроненпробки и тарелку для них, трубку для розлива (о ней чуть ниже), гибкую трубку для перелива и «подсос» для нее. Последний нужен для того, чтобы запустить процесс перелива по закону сообщающихся сосудов, втянув в себя воздух из сифонной трубки для перелива. Поскольку после дезинфекции категорически запрещено касаться губами этой трубки, для этой цели и используется «посредник» между ртом и трубкой в виде короткого куска другой трубки меньшего диаметра.

Параллельно со всем этим занимаемся праймером: дрожжам понадобятся сбраживаемые сахара, чтобы карбонизировать пиво в бутылке. Обычно используют глюкозу или сухой солодовый экстракт. Для расчета их количества есть множество онлайн калькуляторов, советую поискать по запросу «beer carbonation calculator». Важный момент! Если добавить слишком много сахаров, то на выходе получим пару ящиков замечательных бутылочных бомб. Вносить сбраживаемые сахара надо аккуратно, и лучше добавить их меньше, чем больше, потому что это действительно опасно.
Итак, глюкозу или солодовый экстракт надо разбавить водой (я обычно делаю 30% плотность праймера) и прокипятить около 15 минут, а затем быстро остудить до комнатной температуры в раковине с холодной водой.
Процесс перелива сифонной трубкой в бак для розлива:

Сразу же добавляем праймер, чтобы он перемешался во время перелива:

Еще в начале перелива надо сделать замер плотности, чтобы посчитать окончательное значение алкоголя по объему. Когда перелив завершен, приступаем к розливу. Для этого можно использовать все ту же сифонную трубку с зажимом. Я так достаточно долгое время и делал, но в итоге мне это надоело, после чего я приобрел бак с краном и специальную трубку с клапаном (чего теперь всем яростно рекомендую):

Клапан в нижней части трубки хорош тем, что при нажатии им на дно бутылки пиво из бака тут же устремляется вниз. В данном случае перелив «под слой» очень важен, чтобы избежать лишнего контакта готового пива с атмосферным воздухом. Ну и скорость самого процесса с такой трубкой несравнима с возней с сифонной трубкой:

Когда бутылка наполнена, ее желательно сразу же прикрыть кроненпробкой, но пока не запечатывать. Это позволит остаточной углекислоте немного выдавить воздух из под пробки. Сами крышки поставляются вот в таком виде (напомню, к моменту розлива они должны быть уже продезинфицированы):


Закупориваются бутылки с помощью вот такого устройства:

Готово!

Сразу же можно наклеить на пробки идентификатор с номером партии и ее названием, чтобы потом в шкафу было видно, где кто:

Проблема идентификации бутылок с бугелями решается так:

А потом уж и этикетки надизайнить можно, чтобы сделать «презентационные» бутылки, которые на стол выставить не стыдно:

www.beerlog.ru
Линия розлива воды и напитков 600 бутылок в час

Линия розлива предназначена для розлива питьевой и газированной воды (в том числе с сиропом). Линия комплектуется моноблоком розлива серии РУ2П. Аппарат представляет собой моноблок-полуавтомат и совмещает в себе две рабочие операции: налив продукта и укупоривание наполненной бутылки.
Отличительной особенностью линии является наличие отдельных каналов подачи сиропа, это позволяет разливать, как питьевую воду, так и сладкую газированную воду без дополнительной промывки каналов подачи продукта.
Диапазон разливаемой тары от 0,5 до 3,0л позволяет расширить ассортимент выпускаемой продукции.
Типовая комплектация линии розлива воды и напитков:
1. Отделение водоподготовки и фильтрации воды
2. Система охлаждения воды *
3. Станция редукции газа СО2 *
4. Сатурационная установка САМ-1600 *
5. Моноблок розлива серии РУ-2ПС
6. Этикетировочный автомат ПА-3000ЭУ (самоклейка)
7. Принтер HSAJET Micron
8. Полуавтоматический упаковочный аппарат УУВ-600П+УТ-600
9. Транспортная система ТР
* Дополнительные опции для линии газированных напитков
Все оборудование выполнено из нержавеющей стали, укомплектовано электроникой и пневмосистемами ведущих мировых производителей Schneider Electric, Festo, Camozzi.
|
Объем бутылки, л |
0,5-3,0 |
|
Производительность, бут/час |
600 |
|
Принцип розлива |
По уровню |
|
Энергопотребление, кВт |
Не более 16 |
|
Габаритные размеры, (д/ш/в), м |
3,0/3,0/2,0 |
Отделение водоподготовки и фильтрации воды.
Любая линия розлива газированных напитков и минеральных вод включает в себя систему водоподготовки и фильтрации воды. Данная система предназначена для очистки воды от механических примесей, бактериологических и органических соединений. Её применение позволяет получить продукт, соответствующий нормам Санэпиднадзора. Системы водоподготовки и фильтрации воды в линиях розлива создаются на основе последних достижений науки. Они включают в себя различные механические и угольные фильтры, бактерицидные лампы, обезжелезиватели, умягчители, системы обратного осмоса. Используемые проточные фильтры оснащены компьютерами и системами регенерации.
Окончательная комплектация системы водоподготовки линии розлива воды и её стоимость определяется на основании химического анализа воды используемой для розлива.
Система охлаждения воды
Система охлаждения воды предназначена для охлаждения воды перед насыщением её углекислым газом, что позволяет повысить степень насыщения СО2, уменьшить вспениваемость напитка и, следовательно, потерю готового напитка во время розлива, а также способствует достижению максимальной производительности линии розлива.Для определения стоимости и комплектации системы охлаждения линии розливанеобходимо знать следующие параметры: температура воды на входе, требуемую температуру воды на выходе, температуру окружающей среды и производительность.
Станция подготовки СО2 УК
 Предназначена для обеспечения потребности сатуратора и розлива в СО2. Состоит из промежуточного нержавеющего ресивера, с 12-входами, 1- выходом, 12-кислородных редукторов (БКО-50-4), 12-проходных нагревателей и соединительных кислородных рукавов.
Предназначена для обеспечения потребности сатуратора и розлива в СО2. Состоит из промежуточного нержавеющего ресивера, с 12-входами, 1- выходом, 12-кислородных редукторов (БКО-50-4), 12-проходных нагревателей и соединительных кислородных рукавов.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
|
Электропитание. В/Гц |
20/50 |
|
Потребляемая мощность кВт |
4.0 |
|
Габариты ДхШхВ |
4500х100х1700 |
|
Масса кг. |
80 |
Сатуратор автоматический САМ-1600

Комплектация:
Напорный насос (Италия).
Материал колонн — зеркальная нержавеющая сталь (хим. полировка).
Примечание:
На сатуратор САМ устанавливаются различные по мощности напорные насосы в зависимости от производительности от 1000 л/час до 5000 л/час. Габаритные размеры и масса сатуратора при этом практически не изменяются.
|
Производительность, л/час: |
1600 |
|
Габариты, (мм): |
500/450/1750 |
|
Масса, кг: |
60 |
|
Установленная потребляемая мощность, кВт: |
1,4 |
|
Напряжение питания, В: |
220 |
|
Давление воды на входе, МПа: |
не менее 0,2 |
|
Содержание СО2 в воде, г/л: |
не менее 4 |
|
Давление СО2, МПа: |
от 0,3 до 0,4 |
|
Давление воды в напорной магистрали |
не менее 7,5 |
Моноблок розлива РУ-2ПС (вода и напитки)
Аппарат предназначен для розлива минеральной, газированной, воды с сиропом и без сиропа в бутылки емкостью от 0,5 до 3,0 литров и укупоривание их винтовыми полиэтиленовыми пробками.Аппарат представляет собой моноблок- полуавтомат и совмещает в себе две рабочие операции: налив продукта и укупоривание наполненной бутылки. Аппарат обслуживается одним оператором, который навешивает пустые ПЭТ бутылки и пополняет пробками бункер-накопитель.
Рабочие операции аппарата розлив напитков РУ-2Пс
Oператор одновременно навешивает две пустые бутылки, аппарат при помощи захватов сдвигает их под две разливочные головки, после налива продукта аппарат сдвигает наполненные бутылки под налив сиропа, после чего бутылки перемещаются под укупоривающие головки, при движении бутылки снимают с пробкосъемников винтовую пробку, укупорочные головки навинчивают пробки, закупоренные бутылки сдвигаются на накопительный стол или транспортер.
Аппарат розлива напитков РУ-2Пс имеют несколько режимов: ручной, автоматический и включение-выключение налива сиропа. Дозирование продукта производится по уровню. Так же аппарат имеет удобный пульт оператора, в котором задаются точные настройки режимов.
Аппарат розлива напитков выполнен из нержавеющей стали, укомплектован электроникой и пневмосистемами ведущих мировых производителей Schneider еlectric, Festo, Camozzi. Время, необходимое для переналадки данного аппарата на другой типоразмер бутылки, занимает не более получаса.
Технические характеристики:
|
Номинальная производительность, бут/ч (1,0л) |
не более600 |
|
Объем бутылки, л |
0,5-3,0 |
|
Рабочее давление сжатого воздуха, МПа |
0,6-0,8 |
|
Расход воздуха при давлении 0,6-0,8 МПа ,л/мин |
350 |
|
Напряжение питания, В |
1*220 |
|
Потребляемая мощность, кВт |
0,2 |
|
Масса общая, кг, не более |
150 |
|
Габаритные размеры, мм (д*ш*в) |
1000*1000*2000 |
|
Загрузка/выгрузка |
Ручная |
Этикетировочный автомат ПА-3000ЭУ
Этикетировочный автомат ПА-3000ЭУ предназначен для нанесения самоклеящейся этикетки на продукт любой формы, движущийся по конвейеру, в том числе на бутылки, флаконы, банки, коробки и другую тару. Возможно исполнение для бокового или верхнего наклеивания этикеток, а также в версиях для левостороннего и правостороннего расположения оборудования. По требованию заказчика, могут быть установлены два аппликаторных узла, работающие взаимосвязано для нанесения двух этикеток. Машина не требует постоянного присутствия оператора. При наличии у заказчика своей конвейерной системы, этикетировочный автомат может встраиваться в существующую систему. Процесс нанесения этикеток полностью автоматизирован и не требует присутствия оператора. Использование высококачественных шаговых двигателей повышает точность позиционирования наклеиваемой этикетки
Описание процесса работы:
По сигналу оптического датчика наличия бутылки, аппликатор отделяет этикетку от механического узла отделения этикетки и прижимает обкаточным валиком к поверхности тары.
Технические характеристики:
|
Масса |
50 кг |
|
Длина |
1200мм |
|
Ширина |
800мм |
|
Высота |
1200мм |
|
Тип этикетировочной машины |
Линейная |
|
Производительность |
3000 шт/час |
|
Тара |
Бутылка |
|
Вид этикетки |
Самоклеющаяся |
|
Тип этикетки |
Лицевая, круговая |
|
Материал используемых этикеток |
Пластик, бумага |
|
Напряжение |
220 В |
|
Мощность |
0.3 кВт |
Принтер Micron HP TIJ 2.5 (производство Дания)
Micron уникальный компактный принтер с встроенным контроллером. Принтер Micron — революция c высоким разрешением печати; идеально подходит для интеграции на различных поточных линиях, где требуется решение задачи с низкими затратами.Технология HP TIJ 2.5 Micron использует надежную технологию TIJ 2,5 от компании Неwlеtt Packard – это печать высокого качества на больших скоростях.
Загрузка сообщений для печати с USB флешкарты. Файлы для печати создаются на стандартном компьютере с помощью прилагаемого программного обеспечения и передаются на контроллер через USВ-ключ. Сообщение можно сохранить на внутреннюю память принтера и извлечь флешкарту.
Легкий в установке и использовании. Micron – это «принтер из ящика». Вставьте картридж в печатающую головку, включите в розетку, и принтер готов к печати после нажатия всего 1 кнопки. Принтер занимает очень мало места – немного больше, чем сам картридж. Поэтому установка очень удобная.
Печать с разрешением 300 х 300 dpi. Графика, счетчики, текст, цифры, штрихкоды (фиксированные), дата и время (постоянные и реальные), 3 шрифта True Type.
Высота печати 12,7мм. Micron работает на 1 НР картридже с высотой печати до 12,7мм. У принтера нет понятия «количество строк». Маркиратор напечатает все, что вы сможете вместить в 12,7мм.
Большой выбор чернил. Вы можете выбрать чернила разных цветов, ультрафиолетовые или быстросохнущие чернила. Расход чернил зависит от выбранного разрешения печати.
Технические характеристики принтера Micron:
|
Технология |
HP TIJ 2.5 |
|
Высота печати |
12.7мм / ½” |
|
Печатающая головка |
Одно картриджная печатающая головка |
|
Печатающая дистанция |
0,5-2мм (от сопла до поверхности продукта) |
|
Память |
1 собщение (загружаемое с флешкарты) |
|
Сторонность печати |
Лево/Право, верх-низ, поворот текста на 3600 |
|
ПО |
MicroDraw для Windows |
|
Возможности печати |
-текст, графика, штрихкоды, разнообразные счетчики и даты. |
|
Интерфейс |
USB |
|
Разъемы Вход/выход |
5-24V (SUB-D 9) |
|
Оповещение |
— Низкий уровень чернил (диод) — сигнал печати (диод) — Встроенный датчик |
|
Крепление |
Нержавеющая сталь |
|
Вес,кг |
0,53 кг |
|
Габариты, мм |
112 х 72 х 88 |
|
Скорость печати в зависимости от разрешения печати: |
|
|
Разрешение, DPI (горизонталь х вертикаль) |
Макс. скорость, м/мин |
|
300 x 300 150 x 150 75 x 150 |
76 152 304 |
УПАКОВОЧНЫЙ КОМПЛЕКС: УУВ-600П + УТ-600
Ручной, в комплект входят:-термотоннель УТ-600, приемный стол с блоком охлаждения
-устройство упаковки УУВ-600П, оператор вручную устанавливает продукцию, вручную проталкивает через полотно уже сваренной пленки, нажимает на рычаг, происходит сварка и отрезка пленки. Далее следующей упаковкой проталкивается первая и упакованная продукция попадает на транспортерную цепь термотоннеля, проходя через тоннель пленка усаживается, на выходе термотоннеля стоит охлаждающий блок вентиляторов, для охлаждения пленки. Готовая продукция поступает на приемный стол.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ УТ-600
|
Максимальные размеры упаковываемого изделия, (длиной не более 2500 мм), ширина х высота, мм: |
540х350 |
|
Диапазон устанавливаемых температур, С° |
от 100 до 210 |
|
Пропускная способность, упак./час |
до 600 |
|
Скорость конвейера |
2,06 м/мин (по заказу потребителя может быть изменена) |
|
Максимальная ширина рулона пленки, мм: УТ-600 |
550 |
|
Упаковочный материал термоусадочная пленка (полотно), толщиной 50…120 мкм |
|
|
Потребляемая мощность, кВт, не более |
17 |
|
Эл.питание Трехфазная сеть переменного тока, напряжение 380 В (3 фазы),частота 50Гц. |
|
|
Габаритные размеры, мм, не более УТ-600 |
2300х840х1520 |
|
Размеры приемного стола, мм |
1000х600 |
|
Вес, кг, не более |
150 |
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ «УУВ-600П»
|
Габариты упаковываемого предмета (предметов): ширина, мм высота, мм |
540 350 |
|
Производительность, упак./час |
до 300 |
|
Максимальная ширина пленки, мм |
до 550 |
|
Тип используемой пленки |
ПЭ термоусадочный |
|
Электропитание |
220 В, 50 Гц |
pet-rozliv.ru
Горячий розлив в пластиковые бутылки
Технология изготовления пластиковых бутылок для горячего розлива.
Технология горячего розлива используется для производства продуктов длительного срока хранения . Обработка продукта проводится более щадящим способом, что сохраняет полезные свойства и вкус, при этом, срок хранения продукта, при горячем розливе, может достигать 12 месяцев. Горячий розлив позволяет уничтожить микроорганизмы, вредные как для продукта, так и для здоровья потребителя.
До 90-х годов прошлого века горячий розлив напитков и других продуктов осуществлялся стеклянную тару. Однако, в последнее время все чаще для этих целей используются пластиковые бутылки.
Традиционная технология мелкосерийного производства пластиковых бутылок не предусматривает горячий розлив. Воздействие на ПЭТ- бутылки температуры более +60ºС приводит к необратимой деформации бутылки. Также может деформироваться горло в процессе укупорки нагретой бутылки крышкой и во время непосредственного контакта с горячей жидкостью. Наконец, на фазе охлаждения, следующей за розливом, объем жидкости уменьшается, и образуется зона разреженного воздуха , это с одной стороны создает барьер для проникновения бактерий в продукт, но с другой создает обратное гидростатическое давление на стенки бутылки , деформируя форму.
В итоге исследований было найдено несколько решений для использования горячего розлива в ПЭТ- бутылки:
- изменение формы бутылки — внесение в дизайн бутылки укрепляющих элементов в виде «лучей» и «поясов»,
- увеличение толщины стенок, и, следовательно, веса бутылок,
- применение технологий тепловой обработки ПЭТ-бутылок. Бутылки, произведенные по этой технологии, обладают уникальным свойством выдерживать температуру до +95ºС , даже после старения.
Горло, как наиболее аморфная часть бутылки, особенно чувствительно к нагреванию. Его большая толщина позволяет горлу сохранять форму только при относительно низких температурах розлива. При более высоких температурах горло должно термически кристаллизоваться или снабжаться вставкой из устойчивого к тепловому воздействию пластика.
Для снижение тепловой сопротивляемости материала и сохранения формы основания бутылки используют элементы дизайна бутылки : «ребра», «лучи» и «пояс» , а также оптимизируют режим растяжения преформы в процессе выдува бутылки.
Тепловая обработка
Основа тепловой обработки — уменьшить аморфную составляющую бутылки, которая может размягчиться при горячем розливе. Уровень кристаллизации должен быть увеличен с целью сделать температуру стеклообразования выше температуры розлива, что позволит избежать деформации бутылки.
С помощью тепловой обработки также снимается остаточное напряжение в молекулярных цепях. Оно вызывается механическим усилием, прилагаемым во время выдува, и остается в материале на стадии охлаждения. Если не снять напряжение заранее, оно может произвольно ослабиться при следующем нагревании, т. е. в процессе розлива. Стремление молекулярных цепей вернуться в ненапряженное состояние приведет к деформации бутылки. Поэтому необходимо провести тепловую обработку, чтобы устранить остаточное напряжение до розлива.
Одноколесная и двухколесная технологии
Тепловая обработка ПЭТ-бутылок может производиться по двум процессам, разработанным компанией Sidel. Один из них осуществляется на стандартных машинах SBO второй серии, печи и выдувные колеса которых снабжаются специальными приспособлениями. Технология задействует модифицированный процесс повторного нагрева для преформ со специфическими профилями. Он обеспечивает высокое качество бутылок в соответствии с дизайном и спецификой распределения материала во время выдува и является важной частью тепловой обработки. Затем путем продольного растяжения осуществляется индуцированная кристаллизация.
После выдува бутылка остается под давлением в форме. Таким образом, на стадии стабилизации стенки бутылки вновь прижимаются к форме, температура которой поддерживается высокой. Тепловая энергия позволяет частично снять напряжение благодаря перераспределению молекулярных цепей. Время контакта и температура зависят от необходимого уровня тепловой обработки. Эта фаза является фактором, определяющим скорость производства. Затем бутылка продувается потоком воздуха под низким давлением. Бутылка стабилизируется и сжимается, что позволяет ей отсоединиться от формы и покинуть выдувную машину без какой-либо деформации.
Этот процесс используется наиболее часто, т. к. является простым и эффективным способом производства бутылок, способных выдерживать температуры до +88º С даже при старении и максимальной абсорбции влаги. Для достижения еще лучших результатов внутреннее напряжение должно быть дополнительно ослаблено. Температуру в форме можно поднять еще выше. При температуре свыше +145º С, молекулярные цепи низкой массы, называемые олигомерами, оставляют отложения на форме и снижают прозрачность бутылок. Машину приходится достаточно часто выключать, чтобы чистить форму, что делает процесс не жизнеспособным с точки зрения промышленного использования.
Поэтому компания Sidel разработала другой процесс, позволяющий повысить качество теплообработанной тары. Его основополагающий принцип — упразднение ступени трансформации преформы в бутылку, поскольку большая разница в размерах приводит к созданию сильного напряжения.
Таким образом, процесс состоит из трех стадий:
- выдува,
- повторного нагрева
- доводки.
Он осуществляется в стандартной печи выдува SBO, из которой продукция поступает в следующую печь и на второе выдувное колесо. Соответственно, технология получила название «двухколесной».
Бутылки, произведенные по этой технологии, обладают уникальным свойством выдерживать температуру до +95º С даже после старения.
По материалам PacWorld.com
Таким образом, существующие в настоящее время технологии горячего розлива в ПЭТ-тару пригодны для крупносерийного производства и требуют наличия дорогостоящего оборудования.
Предприятие «Экопласт» выпускает ПЭТ-бутылки ( код 0303 ф) для розлива продукта температурой 600 С .
butylkaspb.ru
Розлив пива по бутылкам. Полезные советы — BeersFan.ru Всё о пиве и пивоварении 18+

06.12.2019
1. Проверьте каждую бутылку перед использованием – поднесите бутылку к окну или источнику искусственного освещения и загляните внутрь. На горлышке и дне бутылки частенько бывают трещины и отколы. Кроме того, на самом дне иногда скапливается плесень и всякий мусор. Выбросьте плохие бутылки – это потенциальные бомбы замедленного действия, они могут запросто взорваться при хранении в них пива. Если возможно, отберите качественные и более тяжелые бутылки. Никогда не используйте бутылки с откручивающимися крышками.
2. Удалите этикетки с помощью аммиака – замочите используемые повторно бутылки в растворе воды и аммиака на ночь. После замачивания Вы сможете аккуратно оттереть большинство этикеток вручную. Обязательно наденьте резиновые перчатки и работайте в хорошо проветриваемом помещении – пары аммиака могут нанести вред здоровью.
3. Используйте «Струйный мойщик бутылок» (Jet Bottle Washer) и ершик для бутылок – на дне использованных бутылок часто заводится плесень, которую очень сложно отчистить. «Струйный мойщик бутылок» – это приспособление, которое накручивается на водопроводный кран. Оно оснащено клапаном, который можно привести в действие, надавливая на него бутылкой. Имея такое приспособление, Вы сможете очень быстро вымыть большинство бутылей. Для удаления стойких осадочных отложений понадобится маленький ершик. Перед розливом пива необходимо промыть бутылки качественным дезинфицирующим раствором.
4. Не переливайте пиво из ферментера прямо в бутылки – сначала откачайте пиво сифоном из ферментера во временное ведро или бутыль, где будет проводиться карбонизация, и уже после этого переливайте пиво в бутыли. Постарайтесь не взбалтывать пиво – кислород может вызвать окисление готового напитка. Добавьте карбонизирующий сахар в пиво, пока оно находится в промежуточном ведре или бутыли. Такая манипуляция поможет уменьшить количество осадка в бутылке, а также позволит убедиться, что сахар полностью растворился в пиве.
5. Используйте оклеивающее вещество (осветлитель) задолго до розлива – оклеивающие вещества делают пиво прозрачнее и уменьшают количество осадка в бутылке, но они должны добавляться задолго до розлива пива по бутылкам. Такие вещества, как желатин и «Поликлар» добавляют после окончания активного процесса брожения и за 5-7 дней до розлива, чтобы дать им время «оклеить» и отправить в осадок как можно больше «лишних» дрожжей и протеинов, содержащихся в пиве.
6. Взвесьте карбонизирующий сахар – забудьте привычку просто добавлять ¾ чашки кукурузного сахара в пиво. Сахара значительно различаются по плотности, поэтому одна чашка кукурузного сахара может быть не похожа на другую. Вычислите вес карбонизирующего сахара, который требуется для достижения заданного уровня карбонизации, с использованием такого инструмента, как BeerSmith, или он-лайн калькулятора, а затем взвесьте сахар или сухой экстракт солода перед тем, как добавить его в пиво.
7. Купите качественный укупориватель для бутылок – если Вы когда-либо использовали дешевые укупориватели, тогда Вы поймете, насколько важен такой совет. Существует множество разновидностей укупоривателей, и все они могут неплохо работать, но все-таки лучше потратить несколько лишних долларов на качественное устройство. Спросите совета в местном магазине товаров для пивоварения. Поверьте, качественный укупориватель поможет Вам сохранить душевное равновесие в день розлива пива по бутылям.
8. Поглощающие кислород крышки. Нужны или нет? — Поглощающие кислород крышки чрезвычайно популярны в настоящее время, но действительно ли они так нужны? Если Вы не собираетесь хранить пиво в течение значительного периода времени (год или больше), то, скорее всего, Вам не нужны такие крышки. Кислород в свободном пространстве над пивом, который попадает туда в ходе розлива, частично поглощается в процессе брожения карбонизирующих сахаров. К тому же, в ходе брожения праймера выделяется углекислота, которая защищает пиво от окисления. Таким образом, если крышки плотно и правильно закручены, то риск окисления будет минимальным.
9. Наливайте пиво до краев – в ходе розлива над пивом должно оставаться достаточное пространство (содержащее воздух) для правильной карбонизации и надлежащего давления. Если Вы используете разливочную машину стержневого типа, то можете наполнить бутылку почти до краев. При таком способе наполнения под крышкой остается пространство (от 1″ до 1-1/2″), и содержащегося в нем кислорода будет достаточно для карбонизации пива.
10. Храните бутылки с пивом правильно – после укупоривания бутылок, храните их при температуре брожения в течение минимум двух недель для завершения процессов ферментации карбонизирующего сахара. После этого пиво следует хранить в прохладном месте, недоступном солнечному свету. Если Вы хотите, чтобы пиво быстрее стало прозрачным, примените Лагерирование, т.е. храните пиво в холодильнике. После использования сполосните бутылки и храните их перевернутыми вверх дном – так Вам будет легче подготовить их для следующего использования.
Перевод выполнила Ермолаева Юлия,
специально для сайта Beersfan.ru
Похожие статьи:
СОЗРЕВАНИЕ ПИВА → Карбонизация
СОЗРЕВАНИЕ ПИВА → 7. Естественная карбонизация пива
НОВОСТИ → Принудительная карбонизация пива под давлением в кегах
НОВОСТИ → Инструкция по карбонизации пива в кегах
НОВОСТИ → Взрывоопасное пиво
Внимание! Данная статья 18+ не рекламирует пиво или отдельно взятые пивные бренды, а носит информационно-энциклопедический характер. Чрезмерное употребление пива вредит вашему здоровью.© Полное или частичное копирование материалов без согласования с владельцами ресурса запрещено. — 2932532
old.beersfan.ru