Технология производства шурупов и саморезов
Когда мы говорим о шурупе, все ли знают, что это такое? Слово шуруп произошло от немецкого Schraube. На самом деле – это винт, который способен легко вворачиваться в любой мягкий материал, образуя там «собственными силами» резьбу. Типичный материал такого рода – дерево.
За счет чего шуруп способен ввертываться в мягкие материалы? В первую очередь, за счет резьбы, которая покрывает существенную часть стержня шурупа. Эта резьба отличается от резьбы, имеющейся на винтах и болтах. Неудивительно, ведь последние вворачиваются не в дерево, а в металл. Резьба, нанесенная на шуруп, несколько выше. Она имеет значительный шаг нарезки и наносится на резьбовой участок шурупа в виде конической формы, который к окончанию шурупа сужается. Кстати, резьба на шуруп может нарезаться, как по всей его длине, так и только по его части.
Так как размеры шурупов довольно разнообразны, возникает естественный вопрос, от чего это зависит. Размеры шурупов тесно коррелируют с их предназначением. Так для крепления шильдиков к уже готовым изделиям широко используется совсем небольшой шуруп, называемый в народе «клоп». Его размеры: диаметр – 4 мм., длина – 8 мм. Другой шуруп, называемый путевым имеет длину 170 мм, а диаметр – 24 мм. И это объяснимо, так как с помощью него к шпалам крепится железнодорожный рельс. Головки таких шурупов также имеют различную форму, определяемую самими условиями монтажа, внешним видам изделия и теми требованиями, которые предъявляются к монтируемой конструкции.
Формы головок представлены на рис. 1.
О видах головок и шлицов шурупов
Среди видов головок выделим: потайную, потайную двойную, потайную усеченную, потайную типа «рожок», полукруглая головку, полукруглую головку с пресс шайбой, узкую цилиндрическую головку, трапециевидную головку шестигранную головку, шестигранную головку с пресс шайбой.
Потайную головку утапливают в материале закрепляемого элемента. При этом поверхность материала была и остается ровной. Потайная двойная головка представляет собой усиленный вид головки потайной. Она способна выдерживать существенные нагрузки, даже при ударном методе монтажа в твердые материалы.
Потайная усеченная головка дает возможность с высокой эффективностью прижимать закрепляемый элемент к материалу основания. Это достигается благодаря тому, что длина резьбы крепежного элемента увеличена, на головке образована нижняя площадка, которая перпендикулярна действию нагрузки на вырыв.
Потайная головка типа «рожок» замечательна тем, что очень эффективно обеспечивает качественный прижим гипсокартона к материалу основания. Именно специально выгнутая форма головки, имеющая вид «рожка», обеспечивает оптимальное восприятие нагрузки на вырыв. Полукруглая головка, благодаря широкой несущей поверхности, эффективно удерживает закрепляемый элемент. Использование такой головки оправдано, когда нет особой необходимости сохранять ровной поверхность закрепляемого элемента.
Еще один вид головки — с пресс-шайбой представляет собой увеличенную несущую поверхность головки и уменьшенную высоту. Головка такого вида в силу расширенной несущей поверхности прекрасно подходит для того, чтобы надежно крепить листовые материалы.
Узкая цилиндрическая головка обеспечивает важную в ряде случаев минимальную несущую поверхности. При монтаже это обеспечивает ее полное утопление в закрепляемом элементе. Она широко используется в таких крепежных элементах, которые фиксируются, как в материале основания, так и в закрепляемом элементе, с помощью, выполняющей основную функцию закрепления, резьбы. У трапециевидной головки увеличена несущая поверхность, а на ее внутренней стороне располагаются стопорные насечки.
Одна из самых известных и старых видов головок крепежных элементов – это шестигранная головка. Ее, как правило, стандартизируют под имеющиеся размеры ключей, а для того, чтобы монтировать, применяя электроинструмент, используют специальные шестигранные насадки.
Функции шестигранной головки с пресс-шайбой такие же, как и у простой шестигранной головки, однако ее несущая поверхность, все-таки, больше.
Для того чтобы монтировать шуруп с помощью инструментов, используя отвертку или шестигранник, в головке шурупа предварительно формируют шлицы, которые могут быть: прямыми, крестообразными, комбинированными, в виде шестиконечной звезды, в виде шестигранника ли в виде внутреннего шестигранника.
Традиционно для изготовления шурупов используется такой материал, как сталь СТ 08 КП или СТ 10 КП.
Технология изготовления шурупов
На втором этапе изготовления шурупа на его стержне производится нарезание резьбы. И тот процесс осуществляется при помощи специальных автоматов. При этом болванки будущих шурупов засыпают в бункер, где они, благодаря вибрационному транспортеру и анкерному механизму, поступают поштучно в ту зону, где осуществляется нарезка резьбы. Болванки шурупов, при этом, строго ориентируют по отношению к рабочим элементам, т.е. к плоским плашкам, перемещаемым навстречу и параллельно друг другу, и перпендикулярно к оси шурупа, которые плотно прижимаются к стержню шурупа. Плашки, при этом, в зависимости от того, где они изготавливается, производят, исходя из основных параметров резьбы.
Такая схема позволяет изготавливать шурупы, имеющие в диаметре 10-12 мм, а вот шурупы с большими диаметрами, как правило, изготавливают при помощи метода горячей штамповки. Примером такого изделия является путевой шуруп, о размерах которого мы говорили чуть выше.
Технология изготовления саморезов
Как известно, саморез носит такое название потому, что способен нарезать резьбу, где угодно, как в дереве, пластике, так и в металле и бетоне и т.п. Связано это с тем, что его поверхность имеет мощную прочность, получаемую при помощи термической обработки, т.е. закалки. Окончание самореза часто выполняют в виде сверла. Таким образом, достигается его оптимальное вворачивание в скрепляемые конструкции, а также просверливание отверстия необходимого диаметра.
На перовом этапе изготовления еще в процесс формирования болванки обеспечивается формирование сверла.
На втором этапе, аналогично резьбе формируемой на шурупе, обеспечивается формирование резьбы самореза.
На третьем этапе готовый саморез подвергается поверхностной закалке. Это едва ли не важнейший этап изготовления самореза, так как важно строго выдерживать все технологические приемы для обеспечения получения необходимых технических параметров.
На четвертом, заключительном этапе, саморезы защищают от возможной коррозии при помощи таких способов, как фосфатирование, оксидирование, гальваническое цинкование желтым или белым цинком.
www.gskmetizi.ru
Производство саморезов: технология, оборудование

Как начать производство саморезов с нуля и не прогореть? В этой статье собраны самые важные нюансы данного бизнеса и пошаговая инструкция по открытию успешного производства саморезов.
Содержание статьи:
Регистрация
Специальных лицензий не требуется. Важное требование – сырьё должно соответствовать ГОСТу. Для готовой продукции разработаны следующие ГОСТы: 11652-80 – «Винт самонарезающий», 10619-80, 10618-80, 10620-80, 10621-80, 11651-80. Для разных типов винтов свои требования и нормы.
Плюсы предприятия
Почему выгодно организовывать мини-завод по выпуску саморезов:
- Большой «срок годности» продукта. Он может храниться годами, и при отсутствии хороших продаж на старте, вы не потеряете деньги на испортившемся товаре. Главное – обеспечить сухость в месте, отведённом под склад;
- Оптовый сбыт. Подобная продукция закупается исключительно оптом, поэтому нет необходимости работать с мелкими и розничными покупателями;
- Стабильность. В этой нише нет понятия «распиаренности» бренда или жесткой ценовой конкуренции. Как правило, закупщики товара сотрудничают с одним заводом годами. Для получения стабильного дохода требуется наладить продажу в 2-3 места;
- Дешевизна обустройства цеха. Несмотря на дорогостоящее промышленное оборудование, сам цех не требует огромных вложений. Достаточно найти дешёвое помещение на окраине города;
- Отсутствие особых требований к квалификации персонала
Помещение
Общая площадь здания для завода – 70 квадратных метров. Цех и станки займут 45 кв. м, склад и подсобные помещения – 25 кв. м.
Выбирайте место за городом, так будет легче получать сырьё и вывозить готовую продукцию на грузовиках, плюс стоимость аренды на окраинах невысока. В месяц такое пространство обойдётся в 400-450 долларов. На ремонт уйдёт примерно 1000 $.
Требования к производственному помещению
- Электросеть 380 В;
- Наличие холодной воды, канализация;
- Потолки от трёх метров;
- Наличие подъездных путей к заводу;
- Душевая и туалет для рабочих.
Технология производства саморезов
На заводе изготовление происходит по методу холодной штамповки.
Основные этапы
Сырьевой материал проходит несколько этапов обработки, прежде чем превратится в готовый продукт:
- Формирование заготовки, или болванки с помощью холодновысадочного станка. На данном этапе изделие приобретает нужную длину, наконечник, головку;
- На резьбонакатном станке нарезается стержневая резьба.
Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается. Распространена фасовка по полиэтиленовым пакетам по 250, 500 и 1000 штук.
Ассортимент
Хороший автомат для производства саморезов способен изготавливать несколько типов винтов, отличающихся по таким характеристикам, как длина, резьба и вид головки.
Для повышения спроса стоит выбрать несколько типов: например, универсальные, кровельные, для разных материалов (металл, гипсокартон, древесина), востребованы винты для сэндвич-панелей и оконных профилей.
Лучшее оборудование для производства саморезов
Минимальная комплектация завода состоит из следующих автоматов:
- Волочильный. Металлическая проволока поступает в печь, где протягивается через несколько фильер для формирования полуфабрикатов необходимых размеров;
- Холодновысадочный;
- Резьбонакатный;
- Термозакалочная печь для придания прочности.
Покупать каждый станок для производства саморезов по отдельности не имеет смысла, лучше приобрести укомплектованную линию.
Средняя цена «набора» – 20 тыс. долл. Столько стоит оборудование, выпускающее примерно 60 единиц в минуту. При работе в две смены в месяц можно выпускать 1,8-2 млн штук. Дорогие японские аппараты способны формировать до 300 штук за минуту, но покупать их имеет смысл только при наличии больших предварительных заказов.
Качественная и недорогая линия по производству саморезов предлагается тайваньскими компаниями LianTeng и FOB, хорошие автоматы продаёт одесская компания Купра. Стоимость европейского оборудования – от 30 тыс. долл.
Сопутствующие затраты: ящики для хранения готовых изделий, мелкие инструменты (перчатки, вёдра, лопаты и пр.) – в районе 100 $.
Сырьё для изготовления саморезов
Лучшее сырье для изготовления методом холодной штамповки – проволока из стали (нержавеющей, высокоуглеродистой) или латуни. Обычно расходный материал покупается в виде бобин с намоткой, реже – в виде уже нарезанных заготовок необходимой длины. Лучшие марки стальной проволоки — СТ 08 КП и СТ 10 КП.
Стоимость материала – в районе 600-700 $ за тонну. Из одной такой бобины изготавливается около 500 тысяч единиц товара. В месяц понадобится 3-4 тонны проволоки общей стоимостью до 3000 $.
Персонал
Для быстрой окупаемости вложений необходимо организовать работу цеха в две смены: по два работника в каждую. Вести бухгалтерию пригласите внештатного специалиста. Функции управляющего поначалу стоит взять на себя.
Вместе с уборщицей получается пять штатных сотрудников. Зарплатный фонд – около 2000 $ в месяц.
Сбыт товара
Готовый продукт лучшего всего предлагать фирмам, занимающимся ремонтом и строительством, мебельным фабрикам, крупным магазинам стройматериалов и крепёжных приспособлений.
Это предприятия, которые закупают большие оптовые партии. С мелкими заказами (менее 100 тысяч единиц) работать нерентабельно.
Затраты и прибыль
Открывать подобное дело нужно с детального расчёта затрат и будущей прибыли.
Капитальные вложения в дело
- Процедура регистрации – до 40 $;
- Аренда помещения на три месяца + ремонт – 2300 $;
- Покупка и монтаж аппаратуры – 21 000 $;
- Приобретение сырья на первый месяц – 3000 $.
Итого – около 26 000 $.
Ежемесячные затраты
- Аренда – 450 $;
- Стальная проволока – 3000 $;
- Зарплата – 2000 $;
- Коммунальные расходы и оплата логистики – 300 $.
Итого – примерно 5700 $.
Выпуская в месяц 1,7-2 млн винтов по оптовой цене 4,6-5 $ за тысячу штук, получаем выручку в районе 8500-9000 $. Чистая ежемесячная прибыль – примерно 3000 $.
Производство саморезов как бизнес — идея очень выгодная. Огромный плюс – возможность масштабировать бизнес, докупить оснащение и работать с более крупными заказчиками.
Понравилась статья? Поделитесь с друзьями:
p-business.ru
Цена станка для производства саморезов
Саморез – вид крепёжного изделия, позволяющий при соединении разных деталей, нарезать при этом резьбу в одной из них. Очень удобен при работе с деревянными, полимерными и металлическими материалами из-за пропускания промежуточной операции – рассверливания отверстий под соединительный элемент.

Они нашли широчайшее применение в строительном производстве; применяются при изготовлении бытовой техники; используются в машиностроении.
Открыть бизнес по производству саморезов, на сегодняшний день, достаточно выгодно.
Для этого надо пройти несколько этапов:
- ознакомиться с технологией производства саморезов;
- изучить станки и производственные линии;
- составить бизнес-план.
Технология производства саморезов
 Технологическая цепочка производства саморезов состоит из нескольких ключевых отрезков:
Технологическая цепочка производства саморезов состоит из нескольких ключевых отрезков:
- Сырьё, как правило, проволока определённого диаметра, поступает на автоматический станок, где формируется промежуточный полуфабрикат: происходит нарезка по требуемой длине; далее, посредством холодновысадочного процесса прессуется шляпка будущего самореза.
- По конвейеру заготовки попадают в станок, где виброзахватами направляются на образование резьбы в следующем станке.
- Почти готовый саморез проходит термообработку с последующей мойкой.
- Следующая стадия – химическая обработка, с целью нанесения антикоррозионных покрытий.
- Последняя обработка – сушка.
- Заканчивается технологическая цепочка контролем качества и упаковкой.
Из описания технологии производства становиться ясно, — для выпуска продукции необходимы несколько различных стадий, соответственно, различные станки и оборудование.
Станки и оборудование саморезной продукции
По сути процесса, выпуск саморезов осуществляется на небольшой производственной линии. В её состав входят:
- Холодновысадочное оборудование. Условно, делится на две группы: с полузащитным кожухом и защитным кожухом. Отличаются производительностью, системой управления, автоматизацией, выпускаемым ассортиментом. Самые простые модели ориентированы на выпуск одного вида продукции.
Более дорогие станки позволяют расширить ассортимент до производства шурупов, винтов и других типов метизов. Производительность станков, в среднем, находится в диапазоне 40…250 шт/мин. Естественно, цены между простыми моделями и высокопроизводительными отличаются в несколько раз. Отдельные модели дополнительно могут формировать сверло на носике самореза. - Резьбонакатной станок. Обеспечивает накатку резьбы посредством плоской сменной плашки. Имеет возможность, в зависимости от модели, варьировать шаг резьбы.
- Термозакалочная печь. Придаёт саморезу поверхностную прочность по шкале Бринелля не менее 55 единиц. Процесс нагревания до температуры примерно 1000 градусов Цельсия длится около одной минуты с последующим охлаждением (отпуском) в специальной закалочной среде.
- Гальваническая линия. Предназначена для образования на поверхности самореза антикоррозионного покрытия. Это может быть оксидирование, фосфатирование и покрытие цинком. Состоит из нескольких ванн, где осуществляются электрохимические реакции по нанесению покрытий.
- Центрифуга. Осуществляет сушку горячим воздухом готовых саморезов после мойки от остатков химических растворов в процессе гальваники.
Покупка одного элемента, из всей производственной линии имеет смысл, если это замена полностью вышедшего из строя оборудования или с целью замены на более совершенный аппарат.
Для начала полного цикла по выпуску саморезов, следует производить экономические расчеты для всей технологической цепочки.
На рынке представлены несколько производителей из Европы, Китая и Тайваня. Если сравнивать по техническим параметрам, то, наиболее экономически выгодным, окажется приобретение производственной линии в Тайване. Можно скомбинировать и составить линию станков от разных производителей.
Например, можно встроить в процесс монтажа оборудования, холодновысадочный станок производства Украины (г.Одесса). Остальные станки взять тайваньского или китайского изготовления.
Прежде чем начинать какой-либо бизнес, необходимо проработать экономическую составляющую производственного процесса. Предварительный анализ возможных прибыльности или убыточности проекта описывается в бизнес-плане.
Бизнес-план по анализу производства саморезов
В этом теоретическом проекте проводится анализ всех операций, начиная от поставки сырья, закупа оборудования для производства и заканчивая сбытом продукции.
Основные составляющие бизнес-плана
Самый первый шаг, который необходимо сделать – это провести исследование рынка на предмет спроса на продукцию, которую предполагается выпускать. Выявляется это анализом потребности торговых сетей, рынков и производства: строительных организаций, машиностроения и мебельных предприятий. Данные фиксируются, они понадобятся для дальнейших расчётов рентабельности производства.
Совет: изучая рынок саморезов, полезно определить, какое количество представлено отечественной продукцией, какое приходится на импортный товар.
Второй шаг – выявить наиболее спрашиваемые позиции. Это определит с чего начинать производственный процесс: закупать станки с узкой специализацией на ассортиментное наполнение или ставить полноценную производственную линию.
Может получиться так, что сначала выгоднее поставить производство на небольшой ассортимент. По мере развития, постепенно улучшать и увеличивать мощности по выпуску продукции, путём приобретения более совершенных станков.
Пример:
- при монтаже гипсокартона на металлопрофиль самый применяемый – это острый оксидированный саморез по металлу длиной 25 мм;
- для крепления фанеры наиболее употребляемы острые оксидированные саморезы длиной 45…55 мм.
Очередной шаг – выбор места под будущее производство.
 К расположению будущего мини-цеха есть ряд требований:
К расположению будущего мини-цеха есть ряд требований:
- наличие подъездных путей, минимум — автодорога с гравийным покрытием;
- обеспечением силовой энергосетью, — потребляемая мощность производственной линии может достигать нескольких десятков киловатт;
- к площадке должны быть подведены системы канализации и водоснабжения;
- на общей площади территории необходимо разместить производственную линию с удобным доступом ко всем станкам; проездные пути должны обеспечить свободный подвоз и обратную транспортировку, соответственно, исходного сырья и готовой продукции.
Из вышесказанного следует, что оптимальное решение — это будет аренда площади в простаивающих производственных цехах, мастерских.
Предварительные данные по аренде и затратам на энерго -, водо-, теплоснабжение также необходимо занести на бумагу.
Выбор производимого ассортимента продукции.
Выпускаемая номенклатура влияет на быстроту окупаемости проекта:
- чем шире будет представлен ряд метизной продукции, тем больше будет потенциальных потребителей производственной продукции, а соответственно, оборот капитала ускориться;
- более широкий выпускаемый ассортимент, автоматически предполагает наличие производительных станков, но с более высокими затратами на их приобретение.
Примечание: величина номенклатуры будущей продукции и, следовательно, необходимая производственная линия, взаимосвязаны со спросом на метизы.
- Важная, но необходимая часть затрат – это заработная плата персоналу. На производстве, как правило, принята сдельно-премиальная система материального вознаграждения, — иными словами: «больше сделали – больше получили».
Совет №1: на этапе подъёма производства, первые полгода лучше использовать твёрдую тарифную сетку, с постепенным переходом на более прогрессивные методы оплаты.
Совет №2: на квалификации работников экономить не целесообразно. За счёт своего опыта, профессиональный мастер сможет выполнить работу быстрее и с лучшим качеством.
Экономические расчёты по сырью
Стоимость исходного материала – важная компонента в конечной цене самореза. Но не всегда дёшево – значит хорошо.
- Во-первых: цена на сырьё должна учитывать транспортные расходы на доставку до места производства.
- Во-вторых: добротный, качественный металл не может сильно отличаться от средней цены по рынку.
Если это так, то металл или не соответствует требованиям ГОСТа, или возникает вопрос о происхождении продукции.
Примечание: при далеко идущих планах, лучше ориентироваться на надёжных и зарекомендовавших себя поставщиков, которые смогут обеспечить ритмичность поставок, и, при дальнейшей успешной работе, смогут предоставлять различные отсрочки по оплате исходной продукции.
Отдельным абзацем необходимо рассмотреть вопрос сбыта продукции. Без налаживания устойчивого сбыта, затея по организации производства саморезов обречена на провал.
Потенциальные потребители метизной продукции:
- строительные организации, включая малые бригады по отделочным работам;
- предприятия выпускающие бытовую технику;
- мебельные цеха, вплоть до частных небольших мастерских;
- производственные предприятия связанные с выпуском строительно-отделочных материалов;
- рынки со строительным ассортиментом;
- торговые организации как крупные (оптовые), так и небольшие магазины.
Наиболее вероятными и удобными в сотрудничестве окажутся крупные и средние строительные, промышленные и мебельные организации, а также оптовые торговые предприятия и крупные строительные магазины.
Преимущества работы с ними:
- работа осуществляется по долгосрочным договорам;
- возможность получать предоплату под выпуск будущей продукции;
- постоянный источник сбыта;
Работа с небольшими предприятиями, на стадии становления производства, должна основываться только на принципе предварительной оплаты.
Реализация и отсрочка платежа невыгодна по нескольким причинам: большой выручки малые организации не принесут, но в случае задержек платежей, будет потрачено значительное количество времени на получение долгов, чем на занятие своим основным производством.
Основные затраты, разовые и текущие
Для промежуточных расчётов и окончательного составления бизнес-плана в финансовый анализ учитываются следующие расходы:
- стоимость основного и вспомогательного оборудования с учётом доставки, монтажа и подключения;
- аренда помещения за каждый месяц;
- затраты на электро-, водоснабжение за один календарный месяц;
- заработная плата сотрудникам;
- накладные расходы на химические реактивы, смазочные материалы;
- налоговые отчисления;
- ежемесячные затраты на сырьё;
- регистрация во всех фискальных органах для начала деятельности;
- выплата банковских процентов;
- накладные расходы (колеблются в пределах 5…25% от ежемесячных текущих расходов).
Сведя все эти числа к приведённым ежемесячным расходам, можно оценить примерный средневзвешенный объём выпускаемой продукции.
Для таких расчётов необходимо ориентироваться на 25…100 видов номенклатурного ассортимента и отпускную цену, ниже на 10…15% от предполагаемой, — по предварительным договорённостям с клиентами.
Полученные данные – это минимальная рентабельность производства. Она будет расти по мере увеличения сбыта, соответственно – роста производства и снижения себестоимости продукции.
Конкретные числа по затратам не приводятся сознательно – в каждом регионе свои стартовые возможности по организации бизнеса.
При вдумчивом подходе, тщательном анализе рынка, хорошей организации производства срок окупаемости составит, на сегодняшний день, от 1 года до 3 лет.
rushbiz.ru
Как делают шурупы – как изготовляют саморезы
Как делают саморезы и шурупы
Название саморез происходит от двух слов – «сам» и «режу».
Неспроста элементу крепления, который мы сейчас будем рассматривать, дали название саморез. А ведь так и есть: при вращении и надавливании на него он сам врезается в плоскость и нарезает резьбу в ней. Происходит этот процесс благодаря неимоверной плотности стали марки СТ08КП и СТ10КП.
В целом, производство этих метизных изделий происходит в несколько стадий. Давайте подробно рассмотрим, как делают саморезы и шурупы.
Первая стадия – изготовление заготовки, так называемой болванки под будущий шуруп. На этой стадии формируют основные составляющие элементы и параметры шурупа: шляпку, наконечник и длину стержня. Диаметр шурупа зависит от толщины используемой проволоки.
Вторая стадия – нарезание резьбы на стержень. Как и изготовление болванки, так и нарезка резьбы осуществляется специальными автоматами. Болванки засыпаются в специальную ёмкость автомата, с помощью вибрационного транспортёра подаются поштучно в отсек для нарезки резьбы. Стоит заметить, что рабочие органы автомата подают болванки в одном направлении относительно рабочих элементов – плоских плашек. Плашки плотно врезаются в стержень шурупа и перемещаются перпендикулярно оси. Размеры плашек точно соответствуют параметрам резьбы шурупов.
Благодаря острому наконечнику и твёрдой поверхности, которая подвергается обработке при высоких температурах (закалке), саморез способен просверливать как мягкие материалы, так твёрдые. Причём, чтобы стержень самореза мог вкручиваться в плотные поверхности, его острый конец изготавливают в форме сверла. Саморез при вращении образует отверстие, которое в точности совпадает с его диаметром. Следует заметить, что острая форма наконечника формируется на начальной стадии производства, а нарезание резьбы на следующем этапе.
Самый ответственный процесс в формировании самореза – закаливание под действием высоких температур.
Как делают саморезы
На процесс закаливания влияют два фактора: качество стали и создание стабильных условий во время технологического процесса. Как мы уже говорили, процесс производства саморезов и шурупов полностью механизирован. Для производства используют высокотехнологичное оборудование и новейшие технологии. Но, даже при наличии всего вышеперечисленного не всегда удаётся добиться качественного товара на выходе.
Заключительный этап – формирование поверхности, устойчивой к коррозии. Самые распространённые способы – это оксидирование, фосфатирование, гальваническое цинкование.
По материалам http://www.ru.all.biz.
stroyvolga.ru
оборудование, технология изготовления, как делают

По сути самонарезающий винт или саморез имеет вид крепежного изделия, который состоит из окантованной головки, стержня и специальной наружной резьбы. Считается продуктом широкого использования и пользуется постоянным высоким спросом. Его используют активно в строительстве, при проведении ремонтных работ и мебельной промышленности. С внешней стороны он напоминает вид винта или шурупа, и отличается треугольной резьбой на цилиндрической поверхности.
Необходимое оборудование + цена на станки
Для данного бизнеса требуется следующее оборудование:
- Холодновысадочный станок (цена от 20 000$). Используется для изготовления заготовок. Дешевые варианты осуществляют производство заготовок будущих саморезов от 50 до 60 штук за одну минуту. Сложные и более дорогие варианты производят до 300 и более штук за одну минуту.
- Резьбонакатной станок (цена от 10 000$). Используется для накатки резьбы. Шаг резьбы можно менять.
- Термозакалочная печь (от 15 000$). Используется для повышения в процессе производства прочности, которая по шкале Бринелля может достигать 55 единиц и более. Сам процесс представляет собой нагрев до 1000°C в течение 1 минуты с дальнейшим охлаждением в закалочной среде.
- Гальваническая линия (цена от 15 000$). Используется для формирования на поверхности самореза антикоррозионного покрытия. Существуют самые разные варианты гальванизации: фосфатирование, оксидирование, покрытие цинком и т.д.
Для производства одного диаметра самореза необходимы 2 прессформы – 1 на холодновысадочный автомат и 1 на резьбонакатной станок:
- стоимость 1 прессформы на холодновысадочный автомат – 600$;
- стоимость 1 прессформы на резьбонакатной – 600$.
Пресс-формы эксплуатируются обычно около 3 лет.
Расходные материалы на 1 год работы производства (при 10 часовой рабочей смене):
- 100 пробойников – 1300$ (1-го пробойника хватает на 5 дней работы), стоимость пробойника – 13$;
- 100 стержней – 1300$ (1-го стержня хватает на 3 дня работы), стоимость стержня – 13$.
Ликбез
В видео, представленном ниже, рассказывается обо всех видах саморезов.
Технология производства + Видео
В качестве сырья для производства используют проволоку из нержавеющей стали, латуни или же высокоуглеродистой стали. Продукцию поставляют в виде больших бобин с проволокой, и все будет зависеть от модели использованного станка, и поставляется на склад в виде нарезанных заготовок. Благодаря интернету найти таких поставщиков не составит больших проблем.
В первую очередь осуществляется формирование заготовок — на этом этапе производства осуществляется нарезка проволоки до определенной длины и создания шляпки. Дальше идет заготовка продукции, которую помещают в бункер, а там с помощью вибромашины по специальной конвейерной ленте, изделие попадает в специальной станок, где осуществляется нарезка резьбы.
Готовый продукт отправляют в специальную заколоченную печь автоматического действия. После этого на автоматической линии происходит мойка и наносят антикоррозийное покрытие. Только после этого саморезы можно использовать в работе. Идеальным вариантом считается производство с автоматической системой контроля качества. Здесь осуществляется отсев не только кондиции, но еще и упаковочной линии. Продукцию подготавливают для дальнейших продаж и транспортировки. К немаловажным моментам можно отнести то, что за такой производственной линией должен стоять один рабочий.
Видео как делают:
Продукцию можно продавать как на развес, так и уже расфасованной в маленькие упаковки, обычно пластиковые баночки.
Загрузка…moybiznes.org
Технология производства крепежа
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ХОЛОДНЫМ СПОСОБОМ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА
(для справки)
В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения.
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, одно ударных или многопозиционных). После подачи материала (калиброванной проволоки) через отрезную матрицу, нож отрезает заготовку и переносит ее на линию высадки. Пуансон заводит заготовку в матрицу, а после упора заготовки в выталкиватель осуществляет высадку головки. В момент возврата пуансона в исходное положение высаженная деталь выталкивателем удаляется из матрицы и цикл высадки повторяется. Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах (рис. 1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.
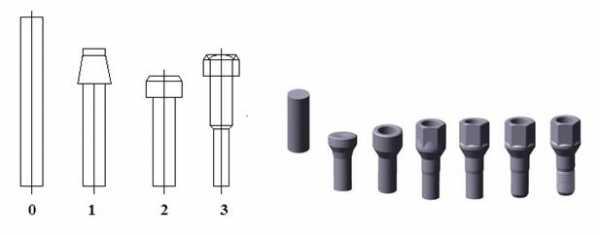
Рисунок 1
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней.
Процесс высадки метизов
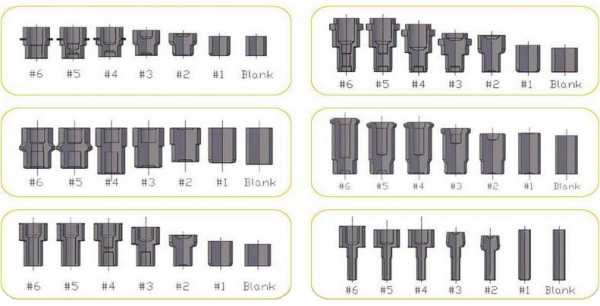
Как правило болты DIN931, DIN 933 производят на 3х или 4х позиционных автоматах, технология производства гайки требует наличие на производственной площадке 5-ти позиционного автомата, сложные изделия (например, штуцера и аналогичные детали) изготавливают на 6 и 7 позиционных высадочных станках. Количество позиций (ковочных станций) прямо пропорционально уровню сложности деталей, чем сложнее деталь тем больше переделов должен совершить станок чтобы деформировать метал в готовую форму продукции (см. эскизы).
3-х позиционный автомат
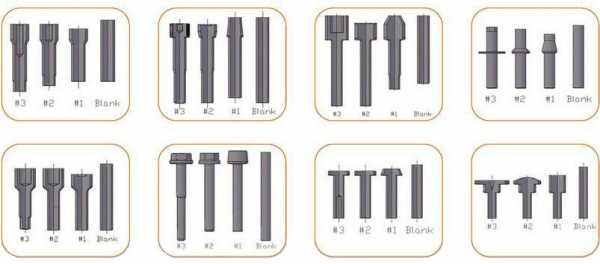
4-х позиционный автомат

5-ти позиционный автомат
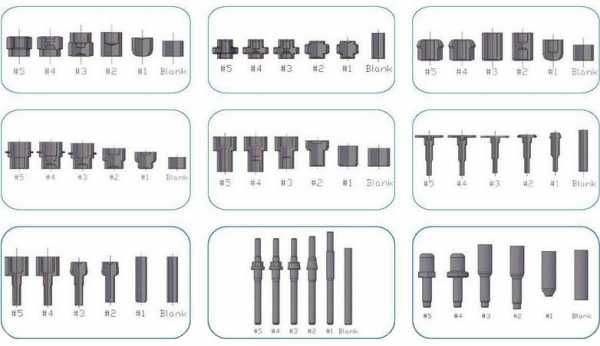
6-ти позиционный автомат
ПРОИЗВОДСТВО ШУРУПОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШУРУПОВ
Минимальный набор оборудования для производства шурупов включает в себя две модели оборудования:
- Оборудование для холодной высадки шурупов. Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
- Резьбонакатное оборудование для шурупов. Нарезание резьбы производится на специальных автоматах. В них болванки шурупов засыпаются в бункер. Из бункера с помощью вибрационного транспортера и анкерного механизма болванки поштучно поступают в зону нарезки резьбы. При этом они строго ориентированы по отношению к рабочим элементам. Рабочими элементами являются плоские плашки. Они перемещаются навстречу и параллельно друг другу и перпендикулярно оси шурупа, при этом плашки плотно прижимаются к стержню шурупа. Плашки изготавливаются по основным параметрам резьб шурупов. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовых резьб на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.

Рисунок 2.
По такой схеме изготавливаются шурупы до диаметра 10-12 мм. Свыше этих диаметров шурупы, как правило, изготавливаются методом горячей штамповки. Пример тому – путевой шуруп, диаметр которого – 24 мм, а длина – 170 мм. Дальнейшим развитием технологии изготовления шурупов является технология изготовления саморезов.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне. Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов. Для того что бы саморез оптимально вворачивался в скрепляемые конструкции.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности. Закаливают саморезы до твердости не менее 55 ед. по HRC (по Роквэллу).
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.
Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
Чтобы сделать точный расчет стоимости оборудования для организации производства саморезов пришлите нам пожалуйста подробные технические характеристики продукции которую Вы хотите производить и чертёж, а именно:
- Наименование изделия крепежа.
- Диаметр головки.
- Длина стержня.
- Производительность оборудования (шт./мин.).
- Чертёж продукции.
ПРОИЗВОДСТВО БОЛТОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Минимальный набор оборудования для производства болтов включает в себя две модели оборудования:
- Оборудование для холодной высадки болтов. Для формирования головки и стержня болта из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне болта.
Технологический процесс изготовления крепежа и крепежных изделий контролируется от исходного сырья до упаковки готовой продукции. Таким образом, в процесс производства крепежных изделий дополнительно рекомендуется включать оборудование для термообработки, цинкования, фосфатирования, автоматического тестирования качества крепежа, разбраковки и упаковочное, фасовочное оборудование для метизов, крепежа и деталей.
www.metiz.com.tw
Оборудование для производства саморезов. Станки для изготовления саморезов
Для производства саморезов применяется следующее оборудование:
- Станки холодной высадки;
- Станки для нарезания резьбы;
- Печь для закалки;
- Оборудование для нанесения антикоррозийного покрытия;
- Сушилка. Допускается применение как центрифуги, так и специального шкафа.
1. Волочильный станок.
Используется для производства саморезов из металлических (чаще латунных или стальных) прутьев. Основное сырье – прутки — поступают на завод, имея различные диаметры, часто отличающиеся от требуемых по ГОСТу для изготовления саморезов. Результат работы волочильного станка – из размягченного входного сырья под действием высокой температуры, с помощью специальных фильеров создаются прутки нужного диаметра.
2. Автомат для высадки саморезов холодным способом:
- в защитном кожухе,
- в полузащитном кожухе.
Может иметь дополнительное оборудование:
- инвертор скорости (для контроля скорости двигателя и увеличения его мощности),
- конвейер для удаления стружки (автоматический транспортер убирает в специально отведённое место стружку, полученную в процессе работы станка).
Задача автомата для высадки саморезов – нарезка промежуточных болванок заданной длины и формирование шляпки самореза с нанесенными на нее шлицами. Параметры головки и шлиц могут предустанавливаться на станке. Производительность зависит от мощности станка, может достигать 300 единиц в минуту.
3. Шлицефрезерный автомат
В случае отсутствия функции нанесения шлиц на этапе производства заготовок, применяется этот специализированный станок. Имеется возможность нанесения шлиц и под отвертку, и под шуруповерт.
4. Резьбонакатной станок
Нарезает на болванках резьбу с заданными шагом и формой, которые соответствуют заготовленным плашкам. Для разной формы резьбы применяется своя плашка (резьбонарезная деталь или инструмент).
5. Печь для закаливания метала
За счет температуры печи, превышающей 900 градусов, происходит закалка готового металлического изделия – самореза. Этот этап обеспечивает требуемую твердость и прочность.
6. Бассейны для нанесения антикоррозийного покрытия гальваническим способом
В комплекте несколько ванн с реагентами + источник постоянного тока.
7. Сушилка
8. Упаковочные станки (автоматические и полуавтоматические)
Производители оборудования, представленные на российском рынке: «Тайвань Метиз Альянс», ПАО «Одесский завод по выпуску кузнечно-прессовых автоматов» (Украина), «LianTeng» (Тайвань), «FOB» (Тайвань), Nedschroef Herentals (Бельгия)
Как делают саморезы
Саморезы изготавливаются из нержавеющей стали, с уровнем углерода — 0,6 — 2 %, иногда используется латунь. Сырьё поставляется на производство в проволочных бобинах.
Законченную производственную линию для выпуска саморезов можно описать процессами:
- Подготовка сырья: латунь, высокоуглеродистая сталь, нержавеющая сталь в виде скрученной проволоки или выпрямленных прутков. При работе с металлическими прутками – этап доработки на волочильном станке. Далее размещение готового сырья на специальных стойках или транспортерах холодно-высадного оборудования.
- Формирование заготовки на высадном станке + при необходимости, нарезка шлиц на шлицефрезерном оборудовании.
- Нарезание резьбы с заданными параметрами с помощью резьбонакатного автомата.
- Закаливание полученных саморезов в печи.
- Нанесение на поверхность саморезов покрытия, защищающего от коррозии.
- Сушка нанесенного покрытия горячим воздухом.
- Упаковка в различного рода полиэтиленовые пакеты, картонные коробки, ящики, количеством кратным 10. Зависит от типа упаковочного оборудования и путей сбыта готовой продукции (розница или опт).
Оборудование для производства саморезов предлагается производителями европейских стран, Америки, Тайваня и Китая. Китайская продукция популярна за счет своей дешевизны. Европейское оборудование по некоторым оценкам в 4 раза превышает стоимость китайских аналогов, однако выгодно отличается качеством используемых деталей, многообразием функций и высоким сервисом обслуживания. Средние по цене и качеству автоматы, производятся заводами Украины и Тайваня.
kudavlozitdengi.adne.info